What Is Riveting? A Comprehensive Guide to Rivets and Their Uses
What Is Riveting? A Practical Guide to Rivets, Processes, and Applications
Riveting is one of the oldest and most reliable types of joining materials in engineering, yet it remains critical in modern aerospace, automotive, and electronics production. This guide covers what riveting is, how the riveting process works, the main types of rivets, and where riveted joints make the most sense for OEM projects.
What Is Riveting? (Quick Answer for Engineers and OEMs)
Riveting is a permanent mechanical connection method that uses a rivet – a non-threaded fastener – to lock two or more materials together by plastically deforming the rivet’s tail end. Unlike bolting, which relies on threaded hardware and can be disassembled, or welding, which fuses materials at high temperatures, riveting creates a permanent joint by deforming the rivet tail without heat or threads.
In practical manufacturing, riveting work means aligning sheet metal parts, profiles, or subassemblies over pre-formed holes, inserting a rivet, and applying force until the tail end is upset into a shop head that clamps all layers into a tight joint. Rivets are commonly used in aerospace, construction, and automotive industries – and historic structures like the Eiffel Tower use rivets in their construction, a testament to the method’s durability.
At Anebon Metal Products Limited, we have integrated riveting into our sheet metal fabrication and assembly services since 2010, supporting projects across aerospace, automotive, electronics, and industrial machinery.
Worth noting: “riveting” also means “highly engaging” in everyday English. This article focuses strictly on the engineering and manufacturing meaning.
Riveting is valued in high volume manufacturing for producing vibration-resistant, repeatable, and inspection-friendly joints – qualities that make it a go-to choice alongside other fasteners like screws, bolts, and high strength bolts.

What Is a Rivet? (Rivet Definition & Basic Components)
A rivet is a permanent mechanical fastener consisting of three functional zones: the factory-formed rivet head, the cylindrical rivet body (shank), and the tail end that is deformed during installation to form a “shop head.” Together, these create a mechanical connection that clamps materials between the factory head and the newly formed shop head.
The basic geometry varies by head style. Common options include round head rivets (with a dome shaped profile), countersunk rivets (for flush surfaces), and flat head configurations. The shank passes through aligned holes in the workpieces, and the opposite end is upset to complete the joint.
Rivets are inserted through a pre drilled hole or punched hole, then plastically deformed to lock materials in place, forming a secure bond. This is what distinguishes a rivet from screws or bolts – once installed, the connection is permanent.
Common rivet material choices include:
-
Aluminum alloys (2024, 2117) for aerospace and lightweight assemblies
-
Carbon steel for structural and general engineering
-
Stainless steel (304, 316) for corrosion resistance
-
Copper and nickel-copper alloys for marine and specialty environments
Material selection directly affects strength, ductility, and galvanic compatibility with base materials. Typical rivet diameter ranges span from about 1.6 mm for micro-fastening up to 12 mm for structural applications. Standards like EN ISO 16584 define dimensions, mechanical properties, and tolerances for common blind rivet types in diameters from 3.2 mm to 6.4 mm.
Rivets are used to attach materials in manufacturing, such as in RV manufacturing, and specialized rivets are even used to attach handles to cutlery in consumer goods – the range of applications is vast.
In Anebon’s OEM projects, rivets are often specified with tight hole tolerances (as precise as ±0.005 inches) achieved by CNC machining or precision punching to ensure consistent joint quality.
How Does the Riveting Process Work?
The riveting process creates a permanent mechanical connection by deforming the rivet tail using manual, pneumatic, or hydraulic force. Whether you install rivets by hand or on an automated line, the fundamental sequence remains the same.
Step-by-step workflow:
-
Part preparation – Clean surfaces, apply coatings if required, and fixture or clamp components to prevent misalignment.
-
Hole creation – A hole drilled by CNC drill, a punched hole from a turret press, or (in self-piercing applications) formed in situ by the rivet itself. The hole size must match the rivet diameter with minimal clearance – typically +0.1 mm.
-
Rivet insertion – The rivet is end inserted through the aligned holes from one or both sides depending on type.
-
Deformation – Force is applied with a rivet gun, press, or automated servo system. The tail end upsets to form the shop head, clamping layers together.
-
Inspection – Verify shop head dimensions (height, diameter), check for cracking or misalignment, and confirm grip length matches total material thickness.
The riveting process requires pre drilled holes in the materials being joined, and rivets require precise hole alignment for installation – even small misalignment can compromise shear strength.
Riveting can create either lap or butt joints with various configurations. Designers choose single, double, or zig-zag rivet rows to distribute loads and avoid stress concentration. Key parameters include edge distance (at least 2.5× the rivet diameter), pitch spacing, and clamping force.
Rivets are used to fasten steel beams in structural construction, where cold riveting has largely replaced historical hot riveting. Hot riveting – once standard for bridges and boilers – involved heating structural steel rivets red-hot; the rivet contracted as it cooled, inducing clamping prestress. Modern cold riveting offers tighter control with no thermal distortion.
In automated production, cycle times, repeatable force application, and in-line quality checks (such as vision systems measuring head height) are key process controls. Anebon’s sheet metal joint expertise includes DFM reviews that optimize these parameters for OEM clients.

Types of Rivets Used in Modern Manufacturing
Not all rivets are the same. Different types of rivets are selected based on joint access, load requirements, base materials, and production volume. Here is how the most common reliable types compare.
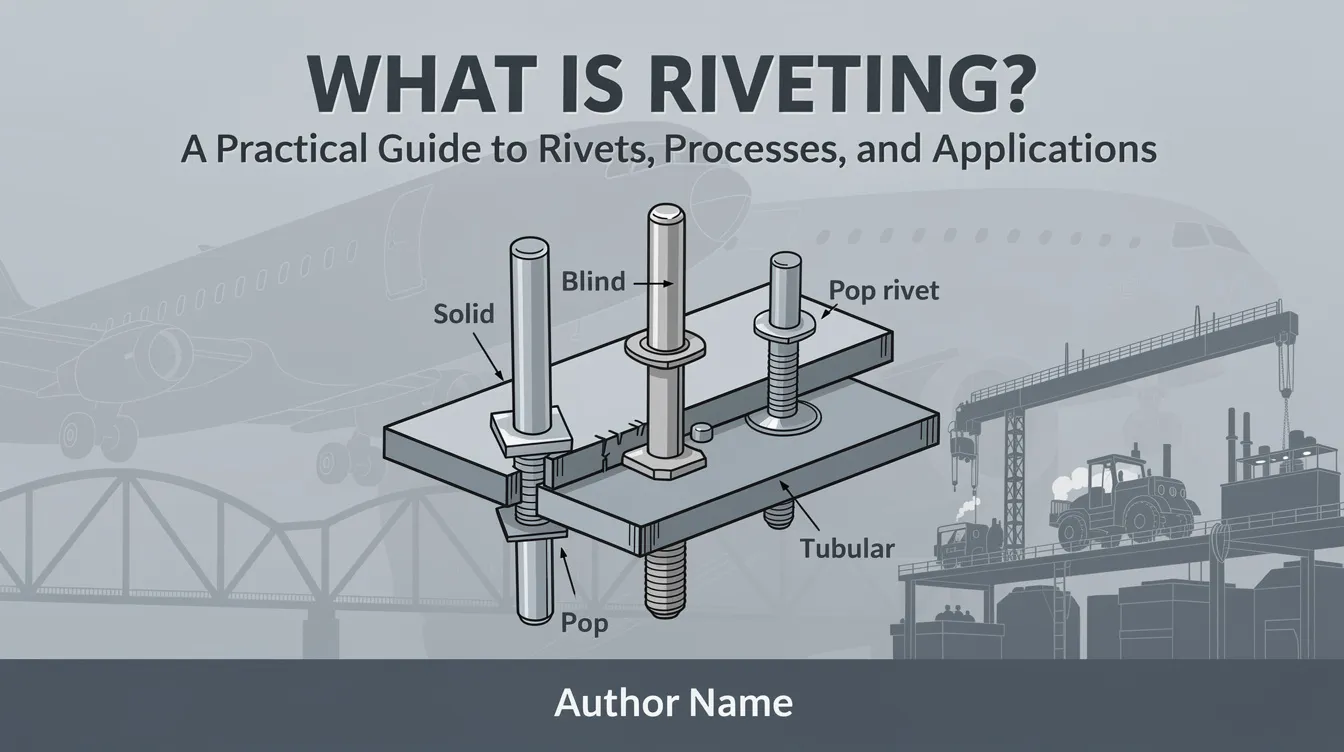
Solid rivets are the traditional, highest-strength option, used extensively in aircraft assembly and high stress applications like structural brackets. They require access to both sides of the joint. A typical NAS1097AD4-3 solid rivet in 2117 aluminum delivers shear strength around 26,000 psi. Many rivets of this type hold together a single aircraft fuselage – sometimes tens of thousands per airframe.
Blind rivets (commonly called pop rivets) solve the problem of blind side access. They can be installed from one side only, using a mandrel that is pulled until the mandrel snaps, forming a bulge on the inaccessible side. These are standard in electronics enclosures, panels, and field repairs. A pop rivet gun is the typical rivet tool for this work.
Tubular rivets and semi-tubular variants feature a hollow shaft that reduces setting force – semi-tubular rivets require 1/4 the force of solid rivets. They appear in hinges, lighting fixtures, and consumer hardware where full structural strength is not the priority.
Friction lock rivets are early blind rivet designs, such as the Cherry friction lock rivet, still used in aircraft repair. The stem provides temporary reinforcement during installation before load sharing begins.
Self piercing rivets (SPR) are semi-tubular fasteners that pierce the upper sheet and flare into the bottom sheet using a die – no pre drilled hole needed. Self-piercing rivets do not require pre-drilled holes, making them ideal for joining dissimilar materials in automotive body structures where aluminum meets steel.
Oscar rivets feature axial splits that flare outward, providing a wide bearing surface on the blind side. Oscar rivets are ideal for high-vibration applications and situations where back-side access is impossible.
Other types worth noting include drive rivets (tapped into place with a chamfered poke or pin), split rivets (with prongs that splay outward for soft materials and other materials like leather or fabric), flush rivet designs for aerodynamic surfaces, and countersunk rivets that sit below the surface for good appearance and reduced air resistance.
Flush rivets are used for aerodynamic applications in aircraft, where even a small dome shaped protrusion creates drag.
|
Rivet Type |
Access Required |
Typical Materials |
Common Industries |
|---|---|---|---|
|
Solid rivets |
Both sides |
Aluminum, steel |
Aerospace, structural |
|
Blind rivets (pop rivets) |
One side |
Aluminum, steel, NiCu |
Electronics, field repair |
|
Tubular rivets |
Both sides |
Steel, brass |
Consumer hardware, lighting |
|
Self piercing rivets |
One side + die |
Aluminum, steel |
Automotive, mixed-material |
|
Oscar rivets |
One side |
Steel, aluminum |
High-vibration, industrial |
|
Friction lock rivet |
One side |
Aluminum, monel |
Aircraft repair |
The evidence from the Bronze Age shows that riveting as a joining concept is ancient, but these modern variants reflect how far manufacturing processes have advanced.
Tools and Equipment for Riveting Work
Correct tooling is essential for consistent riveting work, from prototyping a handful of parts to running automated production lines. Riveting tools include hand set, manual squeezer, and impact riveter, and the investment can range from about $1,500 to $50,000 depending on capability.
Manual hand rivet guns are low-cost, portable options ideal for small-scale applications – prototypes, maintenance, and thin-gauge sheet metal precision parts. They rely on skilled workers for consistent results, and cycle times are slower.
Pneumatic rivet guns are common in industrial settings, providing fast, repeatable impacts for both solid and blind rivets in mid-to-high volumes. Pneumatic rivet guns are the workhorse of aircraft assembly lines and general fabrication shops.
Hydraulic riveting machines and servo-driven systems handle high-force, precision applications. Hydraulic riveting machines are used for high-strength applications such as aerospace structural joints and automotive chassis assembly, where force profiles must be precisely controlled.
For tubular rivets and self piercing rivets, custom fixtures, anvils, and dies are integrated into presses and automated lines. A crimping tool or specialized die shapes the rivet tail geometry to achieve the correct flare.
Hole preparation is equally critical. CNC drills, punches, and reamers produce consistent hole size and surface finish. Measurement devices – calipers, micrometers, go/no-go gauges – verify rivet head dimensions and the finished joint quality. Learn more about how to rivet sheet metal with proper technique.
Anebon can supply riveted subassemblies as part of its sheet metal fabrication service, integrating CNC machining, forming, riveting, and final inspection in one workflow – from a single prototype to full production runs.
Riveting Advantages, Limitations, and Design Considerations
Engineers still specify riveting despite the growth of welding, adhesives, and threaded fasteners because riveted joints offer a specific combination of riveting advantages that other methods cannot replicate.
Key advantages:
-
Strong shear resistance – steel rivets deliver ~44,000 psi in single shear and ~88,000 psi in double shear
-
Good fatigue performance under vibration and cyclic loading
-
Riveting does not require heat, unlike welding, so materials maintain their original microstructure and coatings remain intact
-
Rivets can join dissimilar materials that cannot be easily welded – aluminum to steel, metal to composite
-
Riveting creates a permanent, reliable joint with predictable mechanical behavior
-
Rivets are inexpensive and easy to install in most configurations
-
Rivets are ideal for shipbuilding as they can be installed to be waterproof, creating a gas tight joint when combined with sealant
-
No specialized shielding gases or high temperatures needed
Limitations:
-
Requires precise hole alignment – misaligned holes compromise load capacity
-
Once installed, rivets cannot be easily removed or adjusted, unlike bolts or screws
-
Potential for galvanic corrosion when rivet material and base metal are dissimilar
-
Solid rivets require access to both sides; blind rivets partially solve this
-
Stress concentration around holes must be managed through proper edge distance and pitch
Design guidelines for OEMs:
-
Minimum edge distance: ≥ 2.5× rivet diameter
-
Rivet pitch: ≥ 3× diameter between centers
-
Match grip length to total stack thickness
-
Select head style (countersunk for flush surfaces, round for general use) based on application
-
Coordinate hole size and tolerance with CNC or punching capabilities
In high-precision environments, designers must coordinate rivet selection with CNC tolerances and sheet metal forming processes to avoid distortion. Anebon’s engineering team provides DFM feedback on rivet patterns, choice of solid rivets vs blind rivets, and process selection (manual vs automated) to balance cost, strength, and assembly speed.

Where Riveting Fits in Anebon’s Precision Manufacturing Services
Riveting is one of several joining options Anebon offers alongside welding, threaded fasteners, and insert installation within our sheet metal fabrication capability. When a project calls for a permanent joint without heat distortion or when joining dissimilar materials, riveting is often the best path.
Riveting integrates directly with Anebon’s core services: precision CNC machining of mating components, laser cutting or punching of sheet parts, and 5-axis machining for complex brackets and housings. This means rivet holes, countersinks, and mating features are produced in the same workflow – no secondary vendors needed.
Industries where Anebon’s riveted assemblies deliver value include:
-
Aerospace – interior panels and structural brackets using solid rivets
-
Automotive – battery enclosures and chassis reinforcements where rivets are used to fasten vehicle chassis components in the automotive industries
-
Electronics – shielded chassis and enclosures joined with blind rivets for clean, repeatable assembly
-
Medical devices – stainless steel frames requiring corrosion resistance and no heat-affected zones
Typical project examples:
-
An aerospace OEM needed riveted aluminum interior panels with countersunk flush rivet patterns – Anebon delivered from rapid prototype through 500-unit production with ±0.002 mm hole tolerances.
-
An automotive R&D team required mixed-material battery tray assemblies using self piercing rivets to join aluminum to steel – Anebon handled laser cutting, forming, SPR installation, and inspection under one roof.
-
An electronics manufacturer sourced riveted stainless steel enclosures for industrial sensor housings, where many rivets along each seam ensured a tight joint against dust ingress.
Anebon’s ISO 9001:2015 and ISO 14001:2015 certifications support consistent riveting quality and environmentally responsible surface treatments for riveted components.
Ready to optimize your next assembly? Whether you need solid rivets, blind rivets, tubular rivets, or self piercing rivets – contact Anebon’s engineering team to request a quote or DFM review. We help overseas OEMs, design engineers, and R&D teams move from concept to production-ready riveted assemblies with confidence.