Understanding What Is Die Manufacturing: Key Insights and Processes
What Is Die Manufacturing? (Complete Guide for OEM Engineers)
Die manufacturing is one of the most important processes behind the mass production of metal and plastic parts used in virtually every industry. If you design or source precision components, understanding how dies work-and how to choose the right type-directly affects your product quality, unit cost, and time to market. This guide covers everything OEM engineers need to know.
What Is a Die in Manufacturing?
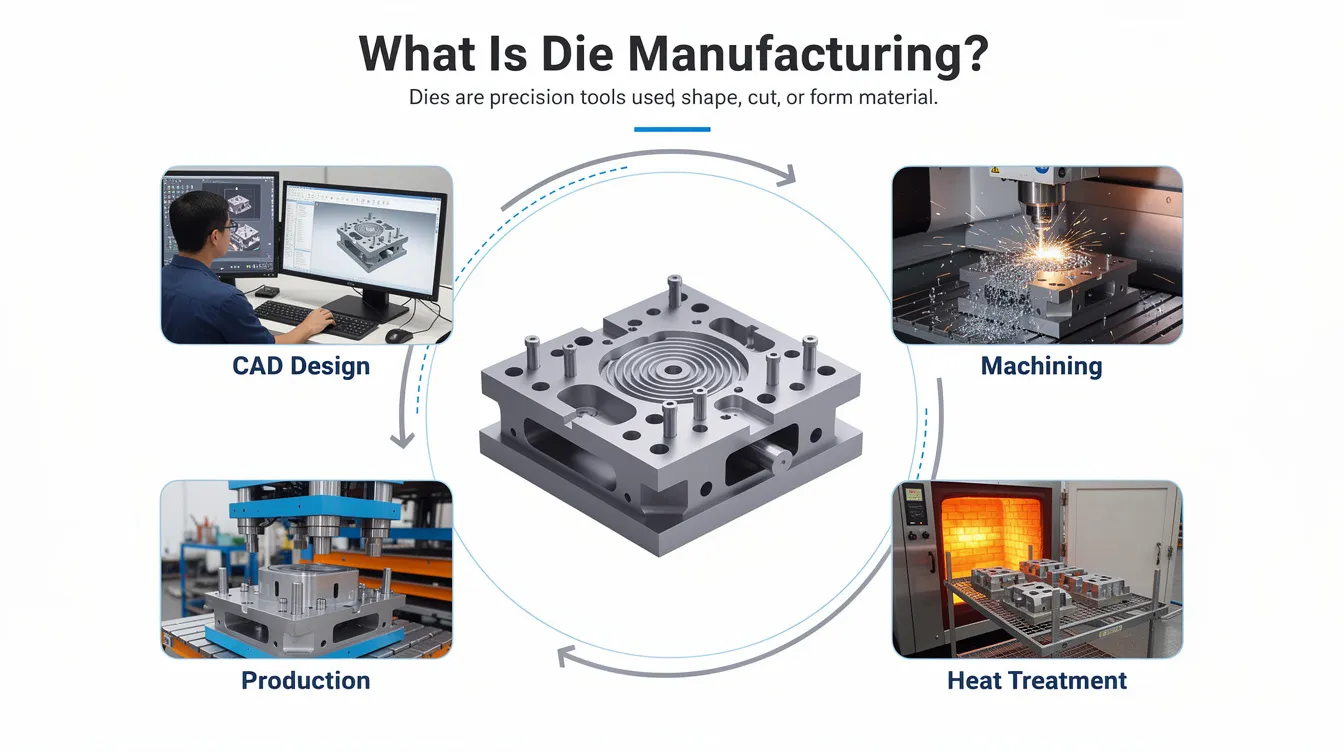
A die is a precision tool used in manufacturing to cut, shape, or form materials into specific high-precision shapes. In metal stamping, a die consists of male and female dies-a male punch that presses into or through the workpiece, and a female die steel that receives the material or provides the cutting edge. Together, they act as a controlled interface between a machine and raw material, applying tremendous force through a mechanical or hydraulic press to shear, bend, or draw the stock into the desired shape.
Dies are typically custom-built for a single part or part family. Once built and validated, a single die can produce millions of identical parts with consistent accuracy, making stamping dies extremely cost effective at medium-to-high volumes. Stamping and pressing involves transforming sheet metal into complex forms-from automotive body panels and fenders to tiny smartphone housings and connector terminals.
It is worth noting that all dies are tools, but not all tools are dies. Fixtures, jigs, and gauges help locate or hold parts during manufacturing, but only those tools classified as dies actually cut or form materials under press action. Different types of dies include stamping dies, compound dies, casting dies, and drawing dies, each serving distinct production needs.
Die manufacturing involves designing and producing specialized cutting tools that create objects ranging from simple office supplies like paper clips to complex parts for jet engines. Almost any mechanical device you use daily contains parts shaped by a die at some point in its production. Anebon Metal Products Limited, based in Dongguan, designs and manufactures custom dies alongside CNC-machined parts for overseas OEMs, supporting projects from rapid prototyping through full production tooling.

Difference Between Dies and Molds
Engineers sometimes use “die” and “mold” interchangeably, but they serve fundamentally different forming philosophies.
A die is solid machine tooling that stamps, blanks, pierces, or forms solid stock-typically sheet metal or strip-using high press forces without melting the material. A mold, by contrast, is a hollow cavity into which molten or liquid material is poured or injected; solidification produces the final shape. Die casting involves injecting molten metal into a die under high pressure, while casting dies are used to shape molten metal or plastic. Drawing dies are specifically used for manufacturing wire or tube products.
Key differences at a glance:
|
Factor |
Dies (Stamping) |
Molds (Casting / Injection) |
|---|---|---|
|
Material state |
Solid sheet or strip |
Molten or liquid |
|
Forming method |
Stamping, blanking, bending, drawing |
Casting, injection molding |
|
Typical tolerances |
±0.02–0.1 mm (precision stamping) |
Looser as-cast; tighter after machining |
|
Production speed |
Hundreds to thousands of parts/hour |
Slower, limited by cooling cycles |
For example, a progressive cutting die for stainless steel brackets might combine blanking, piercing, and trimming to produce thousands of parts per hour. An aluminum die casting mold for a motor housing must manage molten metal shrinkage and draft angles. Anebon provides both precision dies and die casting molds, but this article focuses on die manufacturing for cutting and forming operations.
Die Manufacturing Process: From Design to Production
The die manufacturing process follows a structured flow: CAD intake → simulation → machining → fitting → try-out → approval. Die manufacturing involves engineering, material selection, machining, heat treatment, and testing at every stage. Precision engineering is critical for die manufacturing accuracy across all of these steps.
Anebon supports OEM customers from DFM review of 3D models through final die set delivery and sample approval (PPAP or first article where relevant). The tooling process relies on advanced CNC machining, wire EDM, grinding, and CMM inspection to achieve tolerances down to ±0.002 mm for critical die components. Common manufacturing techniques include CNC machining and electrical discharge machining. CNC machines and laser cutters are used in die production to shape each specialized machine tool element.
The goal is balancing precision, tool life, and cost effective production for manufacturing industries like automotive, electronics, and medical devices.
Design & Engineering
The manufacturing process starts with customer CAD files (STEP, IGES, native formats) and drawings specifying material grade, thickness, and annual volume. Die designers create 3D die models and 2D layouts, including strip layout for progressive dies, pitch distance, and station sequence-blanking, piercing, forming, trimming.
CAD/CAM simulation tools predict material flow and springback, reducing trial-and-error on the press. Careful design of dies includes considerations for draft angles and wall thickness, and uniform wall thicknesses in die design prevent material shrinkage and warping. DFM feedback may recommend changes to radii, hole spacing, or parting lines to extend tool life. Design must also account for press capacity, shut height, feeding mechanism direction, and integration with specialized machines on the customer’s press line.
Material and Die Steels Selection
Common die materials include durable heat-treated steel. The most frequently used die steels are:
-
D2 / SKD11 – high-carbon, high-chromium cold-work tool steel, 58–60 HRC, excellent wear resistance, moderate toughness
-
DC53 – upgraded cold-work steel offering 60–62 HRC with significantly improved toughness and better wire EDM behavior
-
H13 – hot-work steel for applications involving elevated temperatures
-
Carbide inserts – for abrasive materials requiring ultra-high wear resistance
The trade-off is always between toughness, wear resistance, and cost. Pre-hardened plates are used for die shoes where machinability matters; fully hardened tool steel is reserved for punches, cutting die blocks, and critical forming inserts. Anebon recommends specific die steels and heat treatments to match target lifetime-whether 200,000 or 2,000,000 hits-and budget.
Machining, Die Making, and Heat Treatment
Individual die components are produced using CNC milling, CNC turning, wire EDM, surface grinding, and sometimes 5-axis machining for complex 3D metal forms. The tool making sequence follows: rough machining → heat treatment to required hardness → finish machining and grinding to final tolerance.
Wire EDM is typically used for punch and die profiles requiring micron-level accuracy. For cold-work steels like DC53, heat treatment often involves quenching at ~1,030–1,040 °C followed by double tempering at ~520–530 °C. In-process inspection using CMM and measuring microscopes ensures dimensional control and surface finish quality, preventing burrs and premature die wear.
Die Assembly, Try-Out, and Optimization
Machined die components are assembled into the die set: upper shoe, lower die shoe, guide pins, bushings, punches, die blocks, stripper plate, pressure plates, springs, and fasteners. The die holder secures all multiple components in precise alignment.
Try-out runs on a press at low speed to check part dimensions, burr height, material flow, and strip tracking. Typical adjustments include shimming, grinding small reliefs, adjusting die clearances, and tuning pilots and gauges. Samples are measured against drawing tolerances, and adjustments continue until parts meet all dimensional and cosmetic requirements.
Validation for Mass Production
Once internal checks pass, the die runs a longer trial-often thousands of strokes-to confirm stability and wear behavior. Final testing ensures dies meet ASTM and other standards. Production time and cost per unit decrease significantly after die validation, since the tool is now proven and stable.
Documentation includes inspection reports, steel certificates, heat treatment records, and recommended preventive maintenance schedules. Anebon can ship the completed die set or offer ongoing stamping production in-house for overseas OEMs.

Key Die Components and Their Functions
Most cutting and forming dies share a standard set of die components, regardless of part complexity. Understanding these components helps engineers specify, maintain, and troubleshoot tooling during production.
Die Shoes and Die Set
Upper and lower die shoes are the structural base plates supporting all other die components in the die set. Made from thick pre-hardened steel or cast iron, they must resist deflection under press loads. Flatness specs for precision die sets are often around 0.01–0.02 mm over 300 mm. Large transfer or progressive dies may use fully custom plates and risers, while smaller tools use standardized shoes.
Guide Pins, Bushings, and Alignment
Guide pins and bushings keep the upper and lower halves in exact registration during each press stroke. Hardened steel pins pair with bronze or steel bushings, sometimes featuring lubrication grooves. Misalignment leads to chipped punches, uneven burrs, and shortened die life-making regular inspection critical.
Punches, Die Steels, and Cavities
Punches are the male component-the protruding component that either cuts or forms the workpiece. The male punch acts as the male portion of the tooling, while the die block and cavities serve as the female portion receiving the material. The female components and female dies are sized for proper clearance, typically 5–10% of material thickness for standard blanking, or 3–5% for precision work.
A cutting die shears material along its edges, while a forming die deforms material through bending or drawing. In precision dies, Anebon holds tolerances on punch and die profiles down to ±0.002 mm using grinding and EDM. A punch plate secures multiple punches in position. Dies maintain strict tolerances for uniform and identical parts across every stroke.
Strippers, Pilots, Gauges, and Springs
Strippers (stripper plate or pads) remove material from punches after cutting, preventing the strip from lifting with the upper die. Pilots and gauges locate the strip or blank at each stroke-especially critical in progressive dies for pitch accuracy.
Springs (coil, nitrogen gas, or elastomer) provide holding pressure, return motions, and controlled stripping forces. Proper selection of spring type and preload is vital for repeatability and avoiding die crashes. Forming punches also rely on spring-backed systems to control material flow during bending operations.
Types of Dies in Manufacturing
Dies can be classified by function-cutting versus forming-and by how many operations occur per stroke. Many modern tools combine cutting and forming functions, but classification helps OEMs choose the right concept for cost, quality, and throughput. Selection depends on material, part geometry, annual volume, and available press equipment.
Cutting Dies vs Forming Dies
Cutting dies remove material from the workpiece to create the required outline and holes-blanking, piercing, trimming, notching. Cutting dies are essential for producing precise shapes. Forming dies shape materials without removing any material-bending, flanging, drawing, coining, embossing. Forming dies are commonly used in automotive manufacturing for brackets, reinforcements, and structural members.
Some dies perform both cutting and forming functions. A stainless steel bracket, for example, may be blanked and pierced in one station, then bent in secondary forming die stations. Anebon frequently designs combination tools with integrated forming functions for higher efficiency.
Simple Dies
A simple die performs a single cutting or forming operation per press stroke-only blanking, or only punching one hole. These are mechanically straightforward, easier to maintain, and cost effective for basic parts or low production volumes. Example applications include prototype blanks, small-batch components, or parts where multiple separate operations are acceptable.
Compound Dies
Compound dies perform multiple cutting actions in a single stroke, typically blanking and piercing simultaneously at one station. Benefits include improved dimensional accuracy between internal and external features and reduced handling. Multiple steel cutting operations in one stroke means fewer secondary processes.
Trade-offs include slower stroke rate and more challenging initial setup. Use cases include flat washers, gaskets, and electrical laminations where precise concentricity is critical.
Progressive Dies
Progressive dies are tools with multiple stations arranged along the strip feed direction. Each station performs a different operation per stroke. Progressive dies perform multiple operations on a single piece of metal as the strip advances by a fixed pitch. At every stroke, the die both receives raw materials and, at the final station, ejects a finished component. Progressive die cutting delivers very high output, consistent quality, and labor savings.
The feeding mechanism advances the strip automatically. Anebon routinely designs and manufactures progressive dies for small metal stamping parts used in automotive connectors, electronics, and consumer devices.
Transfer Dies
Transfer dies use pre cut blanks that are mechanically transferred between multiple dies or stations by transfer fingers or transfer rails. Each die set performs a separate forming step-drawing, restrike, trimming. Parts are mechanically transferred from station to station, enabling deep draws and complex pieces that are not suitable for strip-based progressive tooling.
Typical examples include large automotive body or chassis components requiring multiple operations across separate forming stages. Transfer dies demand higher up-front investment but are powerful for large, complex parts.
Multiple (Gang) Dies
A gang press setup uses multiple identical dies to produce several parts per stroke on the same press bed. This multiple die press approach works when a part is simple but demand is high, and press bed size allows multiple tools to run in parallel. Benefits include higher throughput without redesigning the basic die concept-often used for small fasteners, hardware items, or simple brackets. Multiple dies running simultaneously on a single press maximize output.
Common Cutting Dies and Custom Dies
Within cutting dies, several common subtypes exist-steel rule, forged, matched metal, specimen, and fully custom dies-each suited to particular materials, tolerances, and volumes.
Steel Rule Dies
Steel rule dies use a sharpened steel rule strip set into a plywood or composite base. Steel rule dies cut softer materials like paper and plastics, as well as gasket sheet, foam, and leather. Die cutting is used for soft materials to cut out precise shapes quickly and affordably. They are cost effective for short runs and packaging applications but offer lower dimensional accuracy and shorter life compared to solid tool steel dies. They are not ideal for thick metals or form materials requiring high force.
Forged and Matched Metal Dies
Forged dies create strong components by shaping heated metals under heavy loads. Matched metal dies use two solid tool steel halves that meet precisely, producing clean cuts and high dimensional accuracy. These are used in demanding sectors like the automotive industry, aerospace brackets, and industrial machinery where strength matters.
Specimen Dies and Laboratory Tooling
Specimen dies are precision tools for cutting standardized test coupons-such as ASTM tensile bars or impact specimens-from sheet metal, film, or composite panels. Consistent specimen geometry ensures valid mechanical testing results during R&D and quality control. These dies require very stable cutting edges and tight tolerances.
Custom Dies
Custom dies are fully engineered for unique customer parts, integrating specific cutting, forming, embossing, or coining features. Custom dies allow efficient production scaling for identical products, tailored to target press equipment, cycle time, and quality requirements. Custom dies require a significant initial investment but save costs per unit long-term. Anebon specializes in custom die design and manufacture, supporting overseas clients from prototype dies to full production tooling series.
Applications and Industries Using Die Manufacturing
Die manufacturing underpins mass production across many sectors, enabling fast, repeatable shaping of metals and plastics. High-quality dies enhance product quality and reduce errors for OEMs worldwide.
Automotive Industry
Die manufacturing plays a crucial role in the automotive industry. From progressive dies for small connectors to transfer dies for structural body components, stamping dies produce body panels, brackets, transmission parts, battery trays, EV shielding, and interior metal reinforcements. Requirements include high-strength steels, galvanized coatings, and strict dimensional tolerances (±0.05–0.2 mm). Forming dies are commonly used in automotive manufacturing for complex pieces requiring precise bends and draws.
Electronics and Precision Components
Die manufacturing is important for consumer electronics production. Progressive dies produce small, intricate parts-terminals, contact springs, EMI shields, and smartphone frame details-from thin materials (0.1–0.4 mm copper alloys, stainless steels). Tolerances of ±0.01–0.05 mm on hole diameters and pitch are standard, with strict burr control and flatness requirements.
Medical, Aerospace, and Industrial Equipment
Dies are crucial for producing components in the aerospace industry. High precision dies are necessary for forming durable lightweight aerospace components such as small airframe brackets, sensor housings, and fluid system clips. Die manufacturing produces fasteners, tools, and components for machinery across these regulated industries. Anebon’s ISO 9001:2015 and ISO 14001:2015 certifications support traceability needs.
Consumer Products and Packaging
Die manufacturing is essential for forming packaging materials, appliance brackets, hand tool components, and battery contacts. Steel rule dies and matched metal dies cut packaging, labels, and foam inserts at high speed. Even simple office supplies and everyday items rely on die manufacturing to keep per-piece prices competitive while maintaining design consistency across large runs.
What Makes Die Manufacturing Cost Effective?
While high-quality dies require significant up-front investment, they reduce per-part cost through speed, automation, and reduced scrap. Die manufacturing enables mass production of high-quality complex parts efficiently, and die manufacturing allows for scalable production of parts. Dies ensure consistent quality and accuracy in high-volume production, and cost-effective die manufacturing leads to significant long-term savings.
Balancing Die Complexity and Volume
Expected annual and lifetime volumes drive the choice between a simple die, compound dies, and progressive dies. For low volumes, a simple or manual die is cheaper overall. For millions of parts, a progressive die justifies higher initial cost through far lower cost per part. Anebon helps customers model cost per part under different die concepts before finalizing tooling strategy to match their production needs.
Material Utilization and Scrap Reduction
Smart strip layout and nesting-especially in progressive dies-significantly reduce material scrap. Reduced scrap directly lowers total project cost, particularly for expensive raw materials like stainless steel or copper-beryllium alloys. Early design involvement by the die maker can optimize material width, pitch, and carrier design.
Tool Life, Maintenance, and Regrinding
Using higher-grade die steels and proper heat treatment extends tool life. Progressive dies can last 1,000,000 to 10,000,000+ strokes depending on material and maintenance. Typical wear points include cutting edges on punches and die blocks, guides, strippers, and springs. A planned maintenance schedule is essential. Anebon provides spare die components and refurbishment services to keep tooling running cost effectively over many years.
Why Work with a Professional Die Manufacturer like Anebon?
Die performance directly affects product quality, cycle time, and uptime. Choosing a capable die manufacturer is a strategic decision for any OEM. Anebon Metal Products Limited has served as a B2B partner providing precision die manufacturing, CNC machining, die casting, and sheet metal fabrication from Dongguan, China since 2010.
Engineering and DFM Support
Anebon’s engineers review customer models and drawings to suggest DFM improvements-radius changes, tolerance optimization, material choices-before die design begins. Early collaboration shortens development time, reduces trial-and-error on the press, and often lowers both tooling and part costs. The team can assist with new projects and localization of existing dies from other suppliers.
Integrated Precision Manufacturing Capabilities
Anebon’s in-house capabilities span CNC milling and turning, 5-axis machining, wire EDM, surface grinding, die casting, and sheet metal fabrication. This allows production of both the die and the stamped parts-prototypes and mass production-under one roof. For overseas OEMs, this means a simplified supply chain, consistent quality, and faster iteration cycles.
Quality, Certifications, and Global OEM Service
Anebon holds ISO 9001:2015 and ISO 14001:2015 certifications, underpinning repeatable die manufacturing and environmental management. Advanced inspection equipment-CMMs, hardness testers, optical measurement systems-verifies every die component against tight tolerances. The company serves international customers in automotive, aerospace, medical devices, and electronics with reliable lead times and export logistics from Dongguan.

Conclusion and Next Steps
Die manufacturing is the backbone of high-volume precision production-from a single stroke in a simple die to multiple operations across a progressive tool’s many stations. Understanding how die components, die steels, and die types work together helps OEM engineers make smarter decisions about tooling strategy, material selection, and supplier partnerships. Die manufacturing ensures unmatched precision and high repeatability in production, whether your parts are destined for the automotive industry or consumer electronics.
Partnering with an experienced die manufacturer shortens development cycles, extends tool life, and keeps per-part costs competitive across millions of strokes. The right tool and die partner will support you from concept through mass production.
Ready to get started? Send your CAD files and requirements to Anebon Metal Products Limited for a custom die manufacturing quote. Anebon can also provide rapid prototypes via CNC machining or sheet metal fabrication while your production dies are being built-so your project keeps moving forward from day one.