Understanding What CNC Is: A Guide to Computer Numerical Control
CNC Is: Meaning, Machines, and Manufacturing in Modern Industry
If you have ever wondered what CNC actually means, how these machines work, or why they dominate precision manufacturing, this guide covers it all-from the basic definition to choosing the right CNC manufacturing partner for your next project.
What CNC Is (Quick Answer for Busy Engineers)
CNC stands for computer numerical control, and it is the technology that drives modern cnc machining across virtually every precision manufacturing industry today.
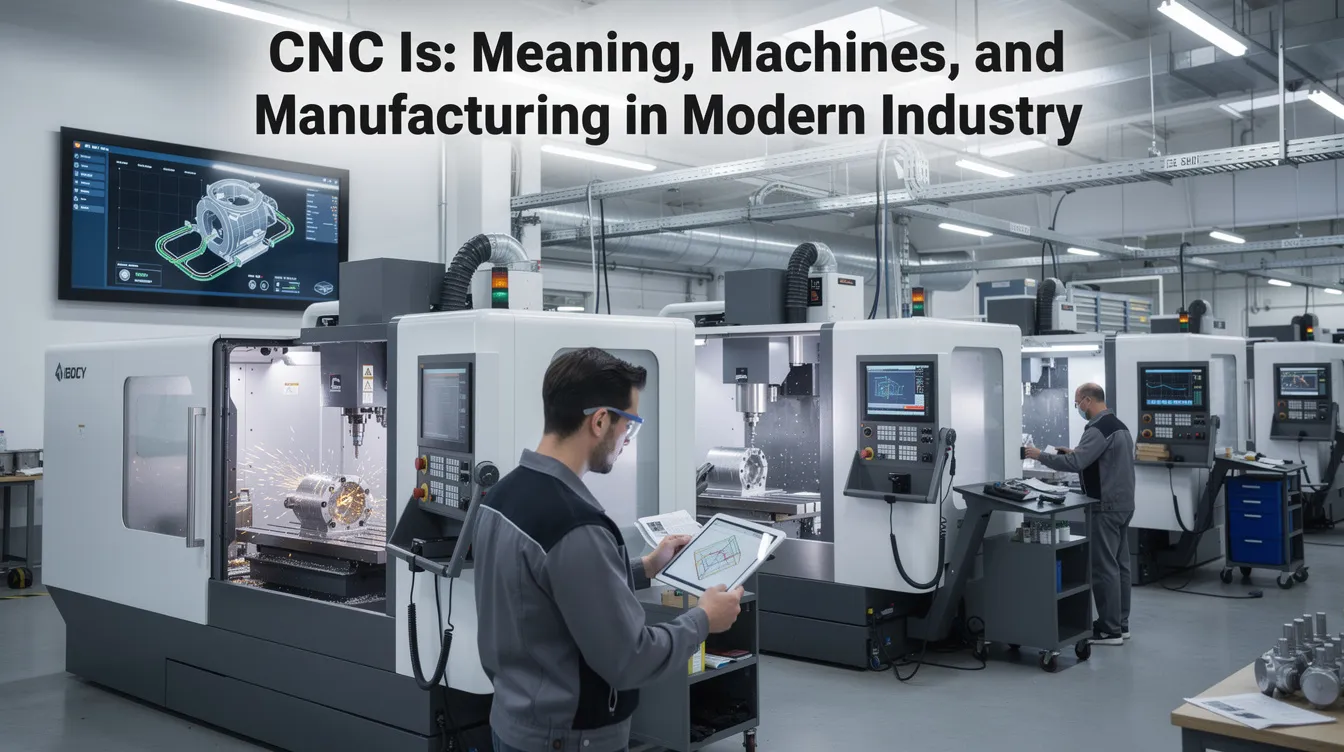
In plain terms, CNC is a way to use computer software to control machine tools-mills, lathes, routers, EDM equipment, and more-so they cut or shape parts automatically, following digital instructions rather than manual operation. It is a subtractive manufacturing method: material is removed from a metal or plastic blank until the desired shape is achieved.
CNC is the backbone of exciting industries like aerospace, medical devices, automotive, electronics, and robotics, where tight tolerances and repeatability are non-negotiable. CNC technology is crucial in industries like aerospace and medical device manufacturing because even a few microns of deviation can mean a failed part. Anebon Metal Products Limited, a precision cnc manufacturing partner based in Dongguan, China, has been applying cnc technology for OEM parts since 2010-serving overseas engineering teams with tolerances as tight as ±0.002 mm.
What Does CNC Stand For? (Computer Numerical Control Explained)
“CNC is” is one of the most searched phrases in manufacturing, and the answer is straightforward: cnc stands for computer numerical control.
CNC is the combination of a computer, numerical control data (typically g code and M-code), and servo motors or stepper-driven cnc systems that position cutting tools precisely in 3D space. G-code controls tool movement, positioning, speed, and feed rates, while M-code manages auxiliary functions like coolant and tool changes. CNC machines operate using pre-programmed software and codes rather than requiring a cnc operator to turn handwheels by hand. Instead, the cnc machinist loads a computer program that tells the machine where to move, how fast to travel, and which cutting tool to use.
Modern cnc programming usually originates from cad and cam software-engineers design parts in computer aided design cad tools like SolidWorks or CATIA, then cam software such as Mastercam or Fusion 360 generates toolpaths and computer code automatically, rather than typing raw code line by line. CNC programming often starts with CAD designs to create toolpaths, and the key parameters controlled include toolpath geometry, spindle speed, feed rate, coolant activation, tool changes, and the overall machining sequence. CNC machining uses both open-loop and closed-loop control systems-though modern cnc systems almost exclusively rely on a closed loop system for positional accuracy.
What Is a CNC Machine?
A cnc machine is any machine tool whose motion and functions are controlled by numerical control cnc through a computer rather than manual control.
The main components include:
-
Machine frame: A rigid cast or welded structure that resists vibration
-
Spindle: The rotating motor that holds and drives the cutting tool
-
Axes: Linear motion along the x axis, Y, and Z, plus rotary axes (A, B) on multi-axis machines
-
Drive systems: Servo motors with ball screws or linear guides for precise axis movement
-
Workholding: Vises, chucks, or custom fixtures to clamp the workpiece
-
Control panel: The interface where the cnc operator loads programs, sets offsets, and monitors cnc operation
CNC machines are versatile and can work with a wide range of materials-metals like aluminum, stainless steel, and titanium, as well as engineering plastics such as POM, PEEK, and ABS. The machine type and configuration determine what materials and geometries are practical.

Types of CNC Machines and Core Processes
CNC is not one machine but a family of machine tools, each optimized for different part geometries, volumes, and applications. Common cnc machinery includes mills, lathes, routers, and laser cutters, and all share the same core principle: cnc programming controls tool motion within a coordinate system via pre programmed software.
Anebon uses a mix of 3-axis, 4-axis, and 5-axis cnc machines to cover everything from simple brackets to complex machinery for medical and aerospace applications.
CNC Mills and 5-Axis Machining
CNC milling uses a rotating cutting tool (endmill) to remove material from a stationary or repositioned workpiece. In 3-axis milling machines, the tool moves along X, Y, and Z. Adding a fourth or fifth rotary axis allows the cutter to approach from nearly any direction, enabling complex geometries and fewer setups.
Concrete example: producing an aluminum 7075 aerospace bracket on a 5-axis cnc mill in a single clamping, holding ±0.01 mm tolerance. CNC mills can produce complex geometries with high precision across operations like pocketing, contouring, drilling, surface finishing, and engraving. According to Haizol’s China CNC Industry Report, 38.8% of verified factories now have premium 5-axis equipment. Anebon relies heavily on cnc milling machines for both rapid prototypes and volume production runs in aluminum, stainless steel, and titanium.
CNC Turning (Lathes)
CNC turning rotates the workpiece while a fixed cutting tool removes material-ideal for shafts, bushings, and cylindrical housings. CNC lathes typically operate along the X and Z axes, and more advanced cnc lathes add live tooling and sub-spindles for drilling and milling features in a single setup.
CNC lathes perform threading, contouring, and surfacing tasks with excellent concentricity and surface finish. Example: stainless steel 316L implant screws turned and threaded via CNC turning with an automatic bar feeder for high-volume OEM medical orders. At Anebon, CNC turning is often combined with secondary milling to add flats, keyways, or cross-holes, delivering complete metal parts in fewer operations.
CNC Drilling, Tapping, and Hole-Making
While milling and turning machines can drill, dedicated CNC drilling centers and tapping machines are optimized for high-speed hole production. CNC machines can perform cutting, drilling, and milling tasks within a single setup on many machines, but dedicated hole-making centers shine when a part needs dozens of precise holes.
Example: drilling M3 and M4 holes in an aluminum electronics enclosure with positional accuracy within ±0.02 mm. Common operations include drilling, reaming (for tighter tolerances of ±0.005–0.01 mm), countersinking, counterboring, and tapping. Accurate hole patterns are critical in assemblies like PCB mounting plates, medical device housings, and automotive brackets.
Tolerance comparison by hole operation:
-
Drilling: ±0.02–0.05 mm, suitable for clearance holes
-
Reaming: ±0.005–0.01 mm, for precision fits and dowel holes
-
Tapping: thread class dependent, typically ±0.02 mm on pitch diameter
Other CNC Machines (EDM, Plasma, Laser, Routers)
CNC extends well beyond classic turning mills and milling machines. Electric discharge machines shape workpieces using electrical sparks-both sinker edm and wire edm are used for hardened tool steel molds with sharp inside corners that are impossible to mill. This spark machining process is invaluable for complex operations in tooling and die work.
CNC routers handle plastics and softer materials for electronics and display hardware. Laser cutters use focused lasers for precise cutting and engraving on sheet metal and thin plate. Plasma cutters handle heavier steel plate, and water jet cutters use high-pressure water to cut hard materials without heat distortion. Anebon primarily focuses on CNC machining, die casting, and sheet metal fabrication, but coordinates these complementary processes when OEM projects require them.
How CNC Machining Works (End-to-End Process)
The cnc machining process follows a clear production process: design → cnc programming (CAD/CAM) → machine setup → machining → inspection → finishing → shipping. CNC is a closed-loop workflow where computer aided design creates the geometry, cam software converts it into machine-readable g code, and the cnc machine executes the cuts.
This is fundamentally a subtractive manufacturing method-material is removed pass by pass until the final geometry is achieved. Anebon provides design-for-manufacturability (DFM) feedback early in this process, helping OEM clients avoid costly redesigns before a single chip is cut.
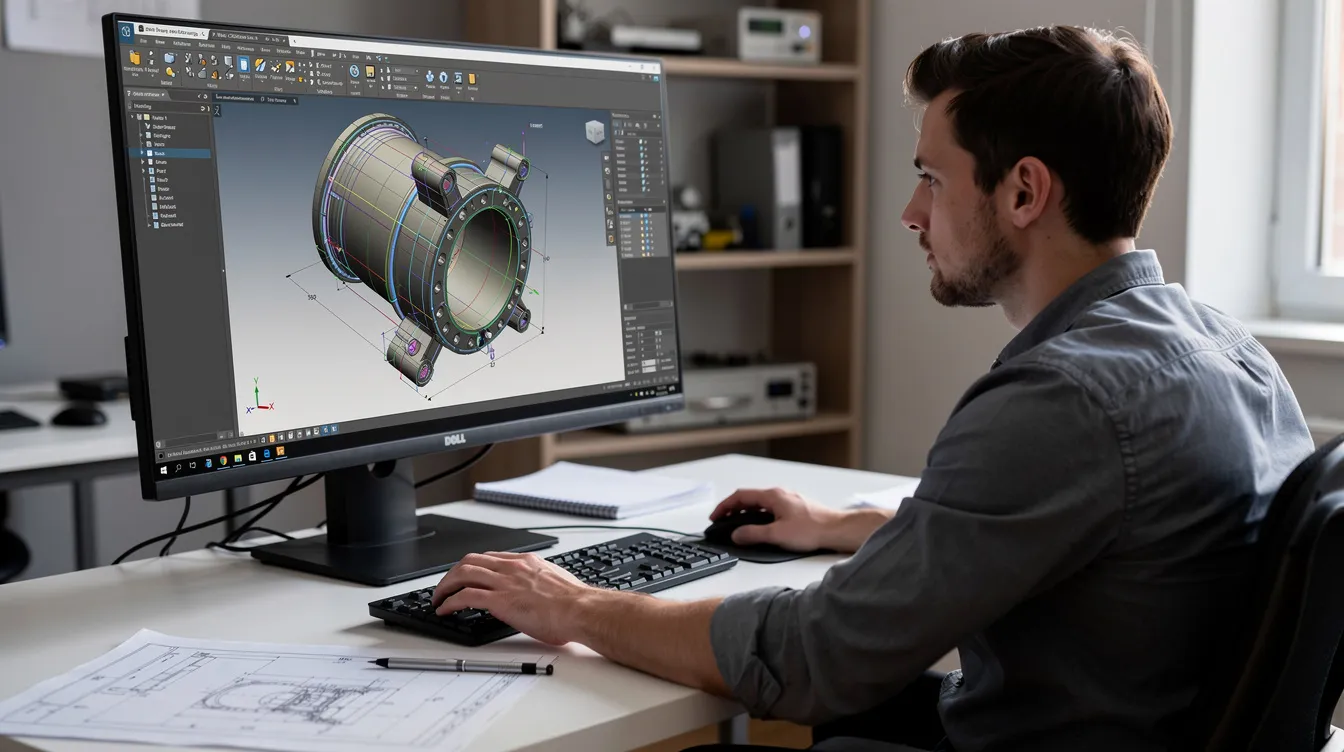
From CAD Model to CNC Program
Engineers create 3D models in computer aided design software like SolidWorks, CATIA, or Creo, defining full dimensions and tolerances. CAD software is used to create blueprints for CNC machining, and these blueprints become the foundation for everything downstream. Computer aided manufacturing cam software then generates toolpaths-setting cutter type, step-over, step-down, spindle speed (RPM), feed rate, and coolant strategy.
Anebon’s programmers optimize these strategies for both surface finish and cycle time, especially on complex 5-axis parts. Final programs are post-processed into the specific code generator format required by the machine’s controller-whether Fanuc, Siemens, or Heidenhain.
Machine Setup and Fixturing
The cnc machinist mounts raw stock-billet, bar, casting, or forging-into vises, chucks, or custom fixtures. Setting up involves loading tools into the tool magazine, measuring tool length and diameter offsets, and defining work coordinate systems.
Example: clamping a 6061-T6 aluminum plate with locating pins to ensure repeatability across a 200-piece run. Good fixturing is critical for both high precision and cycle time, especially for thin-walled parts that risk deformation. Anebon designs and builds custom fixtures in-house for demanding aerospace and medical components.
Execution, Monitoring, and Quality Control
Once setup is verified, the machine runs a dry run or single first piece to check clearances and toolpaths. CNC operators monitor spindle load, chip formation, tool wear, and coolant flow to prevent tool breakage and scrap.
In-process quality control uses calipers, micrometers, height gauges, and CMM checks for critical dimensions. Anebon operates under ISO 9001:2015 and ISO 14001:2015 with documented inspection reports and material traceability for every OEM order. On high-volume runs, statistical process control (SPC) maintains consistent part-to-part quality.
Advantages of CNC Machines and CNC Technology
CNC is the default choice in modern manufacturing because of clear, measurable advantages over manual machines and older nc machines. CNC technology improves production speed and accuracy while also improving safety-operators have reduced exposure to cutting tools since the automated manufacturing process keeps humans away from the cut zone.
CNC technology also helps minimize material waste during production compared to many alternative processes, and CNC machines improve production efficiency significantly across batch sizes from prototypes to mass production.
Precision and Repeatability
Modern cnc systems use a closed loop system with servo motors and encoders to control position to microns. CNC systems enable high precision in part production, with standard tolerances around ±0.025 mm, precision work reaching ±0.005 mm, and high-end machining achieving ±0.001–0.002 mm.
CNC machines can produce identical parts consistently-once the program and setup are dialed in, the 1st and 1,000th parts fall within the same tolerance bands. CNC systems eliminate human variability in production, which is mandatory for surgical instruments, fuel system components, and high-speed spindle parts. CNC machining can produce parts with tight tolerances and repeatability that manual machining simply cannot match. Anebon’s quality team uses CMMs and calibrated metrology tools to validate and document this repeatability for OEM audits.
Productivity, Cost, and Lead Time
CNC machines can operate continuously without fatigue, running 24/7 with minimal supervision when combined with bar feeders, pallet systems, or robotic loaders. CNC technology helps reduce labor costs by requiring fewer operators for multiple machines-a single cnc operator can often oversee many machines running simultaneously.
CNC technology reduces human error in manufacturing processes, cutting scrap rates and rework. Programming costs amortize over batches: higher volumes spread setup costs and lower per-part price. Anebon leverages multi-axis machining to combine several setups into one, cutting labor and lead time. Faster iteration during prototyping-changing only the computer program, not fixtures-accelerates R&D timelines for engineering teams.
Design Freedom and Complexity
CNC allows machining of complex shapes, organic surfaces, and internal channels that previously required casting plus extensive hand finishing. CNC machines can produce complex shapes with high precision, especially on 5-axis machines where the tool can approach from virtually any angle.
Example: 5-axis machining of a titanium orthopedic implant with contoured surfaces and lattice-like reliefs. CNC technology allows for rapid prototyping and customization-engineers can test multiple design iterations quickly. Combining CNC machining with die casting and sheet metal fabrication enables hybrid designs optimized for weight, stiffness, and cost.
Limitations, Costs, and When CNC Is Not Ideal
CNC is powerful, but it is not always the most economical manufacturing method for every part. Manual machining relies on human operators for control and is sometimes still faster for one-off simple parts. The main barriers to CNC include machine and tooling cost, programming time, fixturing complexity, and the need for skilled personnel.
For very high-volume simple parts, processes like die casting, stamping, or injection molding often deliver lower per-unit cost. Anebon frequently uses CNC machining for prototypes and early runs, then transitions clients to die casting or other manufacturing processes once designs stabilize and volumes justify tooling investment.
Equipment, Programming, and Training Costs
Industrial cnc machinery-especially multi-axis centers-can cost from tens of thousands to several hundred thousand USD each. Shops also invest in CAM software licenses, precision tooling, metrology equipment, and preventive maintenance. Skilled CNC programmers and machinists require years of experience to reliably handle difficult materials and tight tolerances on complex machinery.
Many OEMs therefore choose to outsource to specialized partners like Anebon rather than build in-house capacity. When evaluating internal CNC investment, factor in total cost of ownership-not just the sticker price of the machine.
Geometries and Volumes Better Suited to Other Processes
Thick, simple shapes needed in the millions are typically more cost-effective via casting, forging, stamping, or molding, with CNC finish machining only on critical surfaces. Example: an automotive aluminum housing die cast near-net shape, then CNC machined only on sealing and bearing surfaces-die casting tolerances sit around ±0.1 mm versus CNC’s ±0.005 mm.
Highly organic internal structures may suit additive manufacturing (3D printing) plus CNC finishing. Anebon supports both CNC machining and die casting, and advises on process selection:
-
Use CNC if: tolerances below ±0.05 mm, batch under 1,000, material is hard/exotic, or geometry requires multiple axes
-
Consider other processes if: annual volume exceeds 5,000+, shape is near-net achievable by casting/molding, and tolerance is relaxed
CNC in Modern Manufacturing: Applications and Industries
CNC is a core technology across the manufacturing industry, from everyday electronics to flight-critical aerospace hardware. The global CNC market was valued at USD $36.9 billion in 2023, with aerospace accounting for roughly 22% of applications and medical devices being the fastest-growing sector at about 8.2% CAGR.
Key industries and what CNC delivers for each:
-
Aerospace: Turbine blades, structural brackets, engine housings-titanium and high-temp alloys, stringent documentation
-
Medical: Implants, surgical instruments-biocompatible materials, ±0.005 mm tolerances
-
Automotive: Motor housings, EV battery trays, transmission parts
-
Electronics: Heat sinks, RF enclosures, connectors-fine finishes and precise hole patterns
-
Robotics & industrial machinery: Structural joints, precision brackets, custom fixtures
Anebon frequently machines heat sinks, housings, gears, brackets, and precision medical components for OEM clients worldwide.
CNC for Prototyping vs Production
CNC machining is often the fastest way to turn a CAD model into a functional metal or plastic prototype-sometimes in just days. CNC prototypes outperform 3D-printed ones for mechanical testing because they use production-grade material with homogeneous properties, better surface finish, and superior dimensional accuracy.
Once a design stabilizes, the same CNC programs and fixtures scale to hundreds or thousands of units. A robotics startup, for instance, might iterate three aluminum arm designs via CNC prototypes through Anebon’s rapid prototyping service before locking final geometry for production. OEMs can de-risk new products by combining CNC prototypes, pilot runs, and then scaling via CNC or die casting as demand grows.
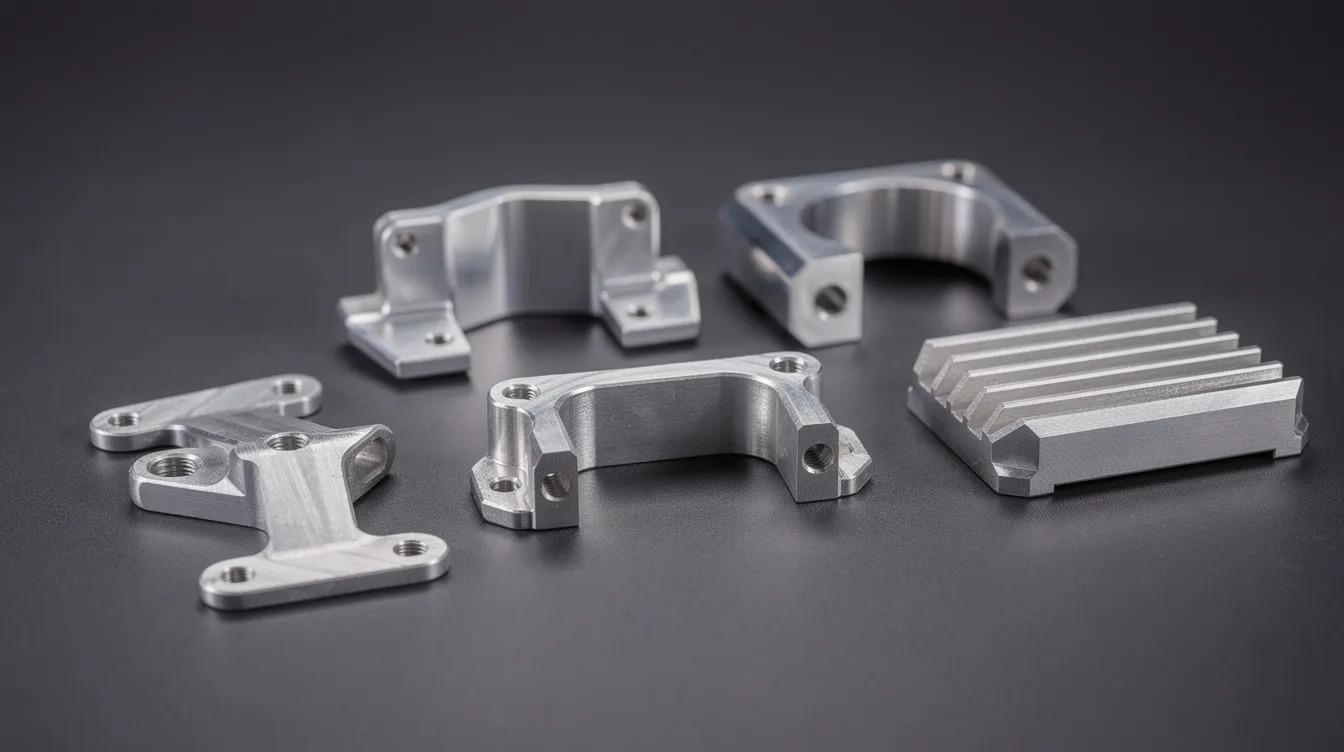
Typical CNC-Machined Parts and Materials
Common parts include impellers, manifolds, camera housings, motor mounts, surgical clamps, RF enclosures, and jigs used on assembly lines. Materials Anebon regularly works with:
-
Aluminum alloys: 6061, 6082, 7075
-
Stainless steels: 304, 316, 17-4PH
-
Other metals: Tool steels, brass, copper, titanium
-
Engineering plastics: POM, PEEK, PC, ABS, nylon
Material choice directly impacts cutting parameters, achievable tolerances, and surface finish. Post-processing options like anodizing, plating, bead blasting, and powder coating are often combined with CNC for durability. Engineers should include material grade, hardness, and surface treatment specifications in RFQs for accurate quotes.
Roles: CNC Machinist, CNC Operator, and CNC Programmer
CNC is not fully autonomous-it depends on skilled people in distinct roles to plan, operate, and maintain the entire production process. Many people mix the terms cnc machinist, cnc operator, and CNC programmer, but each contributes differently to part quality and lead time.
The work blends digital skills (CAM, g code editing) with hands-on expertise (fixturing, tooling selection, troubleshooting). Anebon’s teams combine experienced machinists with dedicated CAM programmers to handle advanced jobs on complex OEM projects reliably.
What a CNC Machinist / CNC Operator Does
A cnc machinist is responsible for setups, running many machines, and solving problems on the shop floor. Typical tasks include reading drawings, selecting tools, setting work offsets, loading material, running first-piece inspections, and adjusting offsets for tool wear.
CNC operators may handle more routine tasks on already-set-up machines-monitoring cycles and swapping parts-while machinists handle complex tasks and new setups. A machinist at Anebon might set up a new 5-axis job for a titanium aerospace bracket, then train operators to keep the run going. Good machinists understand both theory (feeds, speeds, chip load) and practice (listening to the cut, spotting vibration).
What a CNC Programmer Does
CNC programmers are the bridge between computer aided design and the shop floor, creating CAM toolpaths and digital instructions that drive cnc systems. They select machining strategies, choose tools, and balance cycle time with surface finish and tool life.
Programmers must understand machine capabilities, workholding limitations, and target tolerances. They function as a code generator who translates engineering intent into machine-executable reality. Anebon’s programming team often suggests design tweaks-fillets, wall thickness adjustments-to improve machinability and reduce cost. Engineers should involve manufacturers early in the design phase for better CNC outcomes using multiple axes effectively.
Choosing a CNC Manufacturer (and How Anebon Helps)
CNC is only as good as the partner you choose. Quality, communication, and process control vary widely between shops. Key selection criteria include capabilities (machine type, envelope size, materials), achievable tolerances, certifications, lead times, pricing, and communication quality for overseas projects.
Anebon positions itself as a B2B OEM partner based in Dongguan, China, serving overseas clients since 2010 with ISO 9001:2015 and ISO 14001:2015 certifications. The company provides CNC machining, die casting, and sheet metal fabrication alongside DFM support, prototyping, and full-scale production. If you have a project in mind, request a quote, share your drawings or 3D files, and discuss requirements directly with Anebon’s engineering team.
Key Questions to Ask a CNC Partner
Before committing, ask:
-
What is the maximum part size and achievable tolerance range?
-
Which materials and surface finishes do you support?
-
Can you handle both a 5-piece prototype and a 10,000-piece annual order?
-
Do you have experience in my industry (aerospace, medical, automotive)?
-
What inspection and documentation capabilities do you offer?
-
What are your packaging, shipping, and lead time options to my region?
When requesting an Anebon quote, send 3D models (STEP or IGES), 2D drawings with GD&T, quantity breakdowns, target material grade, and desired delivery dates for the most accurate response.
FAQ: Common Questions About What CNC Is
What does CNC stand for? CNC stands for computer numerical control. It refers to using digital computers and coded instructions to control machine tools automatically, replacing manual operation with precise, repeatable automation.
What is the difference between CNC and manual machines? Manual machines require a human operator to control every movement via handwheels and levers. CNC machines operate using pre-programmed software and codes, executing complex operations with far greater speed, consistency, and precision than manual control allows.
What tolerances can CNC machining achieve? Standard CNC tolerances are around ±0.025 mm. Precision machining reaches ±0.005 mm, and high-end work can achieve ±0.001–0.002 mm on critical features.
What materials can CNC machines work with? CNC machines handle aluminum, stainless steel, titanium, tool steels, brass, copper, and engineering plastics like POM, PEEK, ABS, and nylon.
Is CNC machining expensive? Cost depends on material, complexity, tolerances, and batch size. CNC is cost-competitive for prototypes and low-to-medium volumes. For high volumes of simple parts, casting or molding may be cheaper per piece, though CNC often remains necessary for finish machining.
How long does CNC machining take? Prototypes can ship in days. Production runs of 100–1,000 units typically take one to several weeks depending on complexity, material, and finishing requirements.
Can startups and small companies use CNC? Absolutely. Rather than buying machines, small companies partner with overseas manufacturers like Anebon for CNC services with low minimum order quantities-often as few as 10 units-getting mass production quality without capital investment.
For project-specific answers and detailed CNC manufacturing advice, contact Anebon’s engineering team and share your requirements today.