Understanding the Types of Computer Numerical Control in Manufacturing
Types of Computer Numerical Control (CNC) Machines: A Practical Guide for OEM Engineers
A CNC machine is a piece of manufacturing equipment that removes material under computer control, guided by a coded program – most commonly G-code. Computer numerical control systems automate machine tools using software-driven microcomputers, replacing the manual cranking and positioning that defined earlier generations of metalworking. CNC machining is an automated subtractive manufacturing process: rotating cutters, abrasive wheels, electrical sparks, or focused energy beams progressively remove raw stock until the finished part emerges. CNC machining uses G-code to control machine movements along precise coordinate paths, and CNC machines can be reprogrammed easily without physical changes – swap out the program file, load new stock, and the same machine produces a completely different part.
This article focuses specifically on the main types of CNC machines and CNC machining processes used in precision metal OEM work. It is not a history lesson or a programming tutorial. If you need to understand which machine fits your next part, this is where to start.
Choosing the right type of CNC machine – whether that is a cnc milling machine, a cnc lathe, a cnc router, or something more specialized – directly impacts cost, precision, cycle time, and manufacturability. OEMs in aerospace, medical, automotive, and electronics industries demand tolerances measured in micrometers, surface finishes in the sub-µm range, and multi-face machining in single setups. The wrong machine choice leads to extra setups, poor geometric control, higher scrap, and longer lead times.
Anebon Metal Products Limited is a precision CNC machining partner founded in 2010 in Dongguan, China, holding both ISO 9001:2015 and ISO 14001:2015 certifications. The company operates several of the CNC machine types described in this article – from multi-axis milling centers and high-precision turning centers to wire EDM and surface grinding – serving overseas OEM clients from rapid prototyping through full production.
Core Types of CNC Machines by Manufacturing Process
Most modern metal-cutting and metal-forming equipment can be built as cnc machines. CNC machines are generally classified by cutting action and manufacturing process – that is, by how material is removed (or in some cases added), rather than by brand or control system. CNC systems typically categorize machines by axes of motion and precision capabilities as well, but the primary division is process-based.
The core types covered in this guide include:
-
CNC milling machines and machining centers
-
CNC lathes and turning centers (including Swiss-type)
-
CNC drilling machines, boring machines, and tapping centers
-
CNC grinding machines (surface, cylindrical, centerless)
-
CNC routers for softer materials and large panels
-
CNC laser cutting machines
-
CNC plasma cutting machines
-
CNC waterjet cutting machines
-
EDM machines (wire and sinker)
-
Hybrid or multitasking machining centers
CNC technology is used in aerospace, automotive, and medical industries – and virtually every other sector that needs repeatable, precise parts. CNC machining is known for producing highly custom parts with tight tolerances, and CNC systems move on coordinate axes to perform tasks like drilling or milling with minimal human intervention.
Anebon mainly uses CNC milling, CNC turning, EDM, and surface grinding for high-precision metal parts. For very specialized processes like thick-plate waterjet cutting or heavy plasma work, the company often subcontracts through tightly controlled partner facilities while maintaining its quality standards.

CNC Milling Machines and Machining Centers
CNC milling uses rotating cutters to create complex 3D shapes from solid blocks of material. It is among the most versatile of all computer numerical control machining processes, handling operations like face milling, slotting, pocketing, contouring, and finish passes. Typical milled parts include prismatic housings, brackets, molds, medical implants, and electronics enclosures. Most of Anebon’s precision work runs on 3-axis and 5-axis milling centers.
A basic cnc milling machine moves a rotating cutter in X, Y, and Z axes against a clamped workpiece. A cnc machining center takes this further by adding an automatic tool changer, a tool magazine, integrated coolant delivery, and often a pallet changer – allowing complex multi-operation jobs to run without stopping for manual tool swaps.
Spindle configuration matters. Vertical machining centers (VMCs) are more common for small to medium parts. Horizontal machining centers (HMCs) with rotary pallets are favored for high-volume, multi-face machining where chip evacuation and automation are priorities.
CNC milling machines can have 3, 4, or 5 axes, and 5-axis cnc machines are critical for aerospace turbine blades, orthopedic implants, and complex mold inserts where sculpted surfaces and undercuts must be reached in a single setup. Anebon can hold tolerances to ±0.002 mm on critical CNC-milled features across a range of materials from aluminum to hardened tool steels.
Vertical and Horizontal CNC Milling Machines
Vertical Machining Centers (VMCs) orient the spindle vertically, looking straight down at the worktable. This configuration is ideal for plates, blocks, and precision components with a typical working envelope up to about 1000 × 600 mm in mid-size shop machines. VMCs offer excellent visibility and easy workholding for flat-bottomed parts.
Horizontal Machining Centers (HMCs) mount the spindle horizontally, often paired with a rotary pallet changer. Key advantages include:
-
Better chip evacuation (gravity pulls chips away from the cut)
-
Higher automation potential (pallet pools allow one part to be loaded while another is machining)
-
Efficient multi-face machining without repositioning
Typical spindle speed ranges vary with workpiece material. For aluminum and plastics, milling machines commonly run at 8,000–24,000 RPM. For steels and harder alloys, lower spindle speed with higher torque is prioritized to manage tool wear and heat.
Anebon primarily uses VMCs for flexible prototyping and small-to-medium production runs through its CNC milling service, and leverages HMCs for repeat OEM contracts where multi-face machining and automation deliver cost savings.
3-Axis, 4-Axis, and 5-Axis CNC Milling
CNC machines can range from 3-axis to complex 5-axis systems for multi-dimensional contours. Here is what each axis count offers in practice:
-
3-axis CNC milling (X, Y, Z) is the most common setup for general-purpose machining. It handles flat and stepped features well but requires re-clamping to machine more than three faces. Typical tolerances: ±0.05–0.10 mm general; ±0.01–0.02 mm precision.
-
4-axis machines add a rotary A or B axis, allowing the workpiece to be indexed or continuously rotated. This enables machining multiple faces without repositioning – useful for manifolds, shafts with cross holes, and robot arm joints.
-
5-axis CNC machines combine three linear and two rotary axes for simultaneous complex contouring. CNC supports complex operations like multi-axis milling, making 5-axis essential for turbine blades, impellers, anatomical implant geometries, and mold inserts with undercuts.
Concrete examples where axis count drives the machine choice:
-
A turbocharger impeller with sculpted blade surfaces → 5-axis simultaneous milling
-
A robot arm joint block with holes and pockets on four sides → 4-axis indexed milling
-
A flat electronics enclosure with pockets and mounting holes → 3-axis milling
Anebon uses multi-axis CAM with verification and simulation software to program these parts, reducing setup count and lead time for overseas OEM clients. CNC machines can produce complex shapes with high precision when the right axis count is matched to the geometry.
CNC Machining Centers with Automatic Tool Changers
An automatic tool changer (ATC) is a mechanism that automatically switches between drills, end mills, reamers, thread mills, and other cutting tools without stopping the cnc machine or requiring operator intervention. This is what separates a true machining center from a basic milling machine.
Key points about ATCs:
-
Magazine capacity: Compact VMCs typically hold 16–40 tools; larger HMCs may exceed 60 tools, supporting complex multi-operation jobs in a single program.
-
Cycle time: Automatic tool changes take seconds rather than minutes, drastically reducing non-cutting time.
-
Consistency: Fewer human interventions mean fewer errors, and ATCs support “lights-out” production runs where cnc systems can operate continuously with minimal human oversight.
-
Flexibility: The same machine runs roughing, semi-finishing, finishing, drilling, and tapping without manual setup changes.
Anebon’s CNC machining centers are ATC-equipped and often combined with in-machine probing and fixture repeatability systems to support both rapid prototyping and series production on the same line.

CNC Lathes, Turning Centers, and Swiss-Type Machines
CNC turning involves rotating the workpiece on a spindle while cutting tools move in linear axes to shape cylindrical geometries. CNC lathes are ideal for producing cylindrical parts such as shafts, pins, bushings, threaded connectors, and valve bodies. The rotating workpiece is shaped by stationary or moving cutting tools that remove material progressively.
Terminology matters here: a basic cnc lathe typically has X and Z axes only, while a cnc turning center adds live tooling (driven tools in the turret), a C-axis for spindle indexing, a Y-axis for off-center features, and sometimes automatic bar feeders and sub-spindles for backside machining.
Industries that rely heavily on turned parts include automotive powertrain, hydraulics, medical devices (bone screws, fixation devices), instrumentation fittings, and robotics shafts.
Anebon operates high-precision turning centers and Swiss-type cnc machines for small, intricate components with tight tolerances and fine surface finishes.
Standard CNC Lathes and Turning Centers
A 2-axis cnc lathe (X and Z) handles turning outer diameters, inner diameters, facing, and basic threading on round stock. These are the workhorses for simple cylindrical parts.
Multi-axis turning centers add significant capability:
-
C-axis: Indexes or continuously rotates the spindle, enabling milling and drilling at specific angular positions.
-
Y-axis: Moves the tool off-center (typically ±25–50 mm), allowing eccentric features, flats, and cross-holes.
-
Live tooling: Driven tools in the turret can mill, drill, and tap without moving the part to a second machine.
-
Sub-spindle: Picks the part off the main spindle and machines the backside, completing the part in one cycle.
CNC machines can be easily reprogrammed for different tasks – a turning center running a medical implant component in the morning can switch to an automotive valve body by afternoon with a program change and new tooling.
Example: An automotive valve body can be turned, drilled, and milled on a single cnc machine, eliminating handling between machines and reducing misalignment risk. Typical spindle speeds range from 1,500–6,000 RPM depending on part diameter and material. Anebon’s CNC lathe services cover both standard and multi-axis configurations for precision turned components.
Swiss-Type CNC Lathes and Multi-Spindle Turning
Swiss-type cnc lathes use a sliding headstock and guide bushing that supports the workpiece very close to the cutting zone. This architecture drastically reduces deflection, making Swiss machines ideal for long, slender, high-precision parts such as:
-
Bone screws and medical catheter fittings
-
Watch components and miniature shafts
-
Fuel injector pins
-
Small electronic components and connectors
Typical diameter ranges are often under 32 mm, and these turning machines can maintain tolerances down to ±0.005–0.012 mm on small features. Swiss-type machines may have 7–9 axes, combining multiple turrets, live tooling, and guide bushing motions.
Multi-spindle cnc lathes – machines with multiple spindles working in parallel – serve ultra-high-volume work in automotive and consumer electronics, where throughput is the driving concern. The davenport machine is a historical example of a multi-spindle automatic that has been largely superseded by modern CNC multi-spindle platforms.
Anebon utilizes Swiss-type cnc machines through tightly controlled in-house and partner facilities, maintaining process capability and quality assurance standards that satisfy overseas OEM customers requiring full traceability and CMM inspection.
CNC Drilling, Boring, and Tapping Machines
CNC drilling machines are common for creating holes in materials – from simple through-holes and blind holes to complex pattern arrays and multi-spindle configurations. In modern machine shops, drilling is also integrated directly into milling and turning centers, blurring the line between dedicated cnc drilling machines and general-purpose machine tools.
The key operations in this category include:
-
Drilling: Creating round holes with twist drills or insert drills
-
Reaming: Finishing holes to precise diameters and surface finishes
-
Boring: Enlarging existing holes with single-point tools for tight tolerance fit
-
Tapping: Cutting internal threads
Use cases span every industry: precision hole arrays in electronic housings, alignment bores in automotive components, and threaded holes in mechanical assemblies.
Anebon uses both dedicated drilling/tapping centers and integrated drilling operations on VMCs and HMCs to balance speed and flexibility across job types.
CNC Drilling and Deep-Hole Drilling
Standard cnc drilling machines handle fast, repeated hole-making with programmable peck cycles (G81, G83-type canned cycles) that manage chip load and heat in blind or deep holes. CNC drilling machines are widely used in electronics manufacturing, where dense hole patterns must be placed with positional accuracy measured in hundredths of a millimeter.
Deep-hole or gun-drilling cnc machine variants are specialized for holes where depth exceeds about 5–10× diameter. Gun drills use a narrow, straight cutter with continuous high-pressure coolant supply. These machines create deep holes in shafts, hydraulic cylinders, and oil-and-gas tools where straightness and surface finish are critical. Diameter tolerances typically run ±0.02–0.05 mm, with positional accuracy degrading at extreme depths.
Example: Drilling long cooling channels in an injection mold core, or deep oil passages in a crankshaft blank, requires gun drilling rather than standard twist drilling. During DFM consulting, Anebon recommends gun drilling versus standard cnc drilling based on the hole depth-to-diameter ratio and required surface finish.
CNC Tapping Centers and Thread Milling
CNC tapping machines are compact, high-speed vertical centers optimized for drilling and tapping. They feature rapid tool changes and high spindle acceleration, making them efficient for parts that need dozens or hundreds of threaded holes.
Thread milling is preferred over tapping when:
-
The workpiece material is hard (stainless steel, titanium, Inconel)
-
Thread diameters are large
-
Holes are blind and a broken tap would be extremely difficult to extract
-
Thread form or fit demands finer control
Anebon can produce fine-pitch threaded holes in stainless steel and titanium for medical and aerospace OEMs, using optimized cutting strategies and effective techniques for burr removal to avoid galling and ensure clean thread forms.
CNC Cutting Machines: Laser, Plasma, and Waterjet
CNC cutting processes – laser, plasma, and waterjet – differ fundamentally in heat input, edge quality, material thickness capability, and cost. Laser and plasma cutting employ high-energy beams for sheet metal fabrication, while waterjet is a cold process with no heat-affected zone.
These cnc cutting processes are especially relevant for sheet metal fabrication, plate cutting, and large flat components, often serving as a pre-machining step before final CNC milling or drilling. All three are among the most popular cnc machines found in a modern machine shop serving OEM sheet metal work.
Anebon’s sheet metal fabrication services rely mainly on cnc laser cutting, and sometimes waterjet or plasma via trusted partners for thick or special materials.
CNC Laser Cutting Machines
CNC laser cutters use a highly focused laser beam – typically fiber or CO₂ laser – to melt, burn, or vaporize material along a programmed path. Lasers offer extreme precision for highly detailed cuts and engravings, making laser cutting machines one of the most versatile profile-cutting tools available.
Key capabilities of cnc laser cutting machines:
-
Thin to medium-thickness metals: approximately 0.5–25 mm carbon steel or stainless, depending on laser power
-
Tight tolerances and minimal kerf width
-
Ability to cut complex, intricate profiles that would be impractical with mechanical cutting tools
-
High speed on thin materials
CNC laser cutters can cut various materials with high precision, and they are utilized for cutting aerospace parts and medical equipment as well as precision sheet metal stamping parts and enclosures. The main limitation is heat: the heat-affected zone can alter material properties near the cut edge, and thicker materials require more power and slower speeds.
Anebon uses cnc laser cutting as a front-end process for sheet metal fabrication before bending, welding, and final cnc machining where required.
CNC Plasma Cutting Machines
A cnc plasma cutting machine uses an electrical arc to ionize gas into plasma, creating a plasma torch that reaches temperatures high enough to melt and blow through metal. CNC plasma cutters are used for electrically conductive materials – carbon steel, stainless steel, aluminum, and copper alloys. Plasma cutting utilizes a high-velocity ionized gas to slice through materials at high speed, especially on medium-to-thick plate.
Advantages of cnc plasma cutting:
-
High cutting speed on plates above 6 mm
-
Relatively low equipment cost compared with high-power laser cutters
-
Effective on thick material where laser power would be insufficient or prohibitively expensive
Limitations include wider kerf, rougher edge finish, and a larger heat-affected zone compared with cnc laser cutting or waterjet cutting. Parts cut by plasma cutters typically need follow-up grinding or machining for critical tolerance edges.
Typical use cases: structural steel fabrication, shipbuilding components, heavy equipment frames, and large base plates where finish machining will occur anyway.
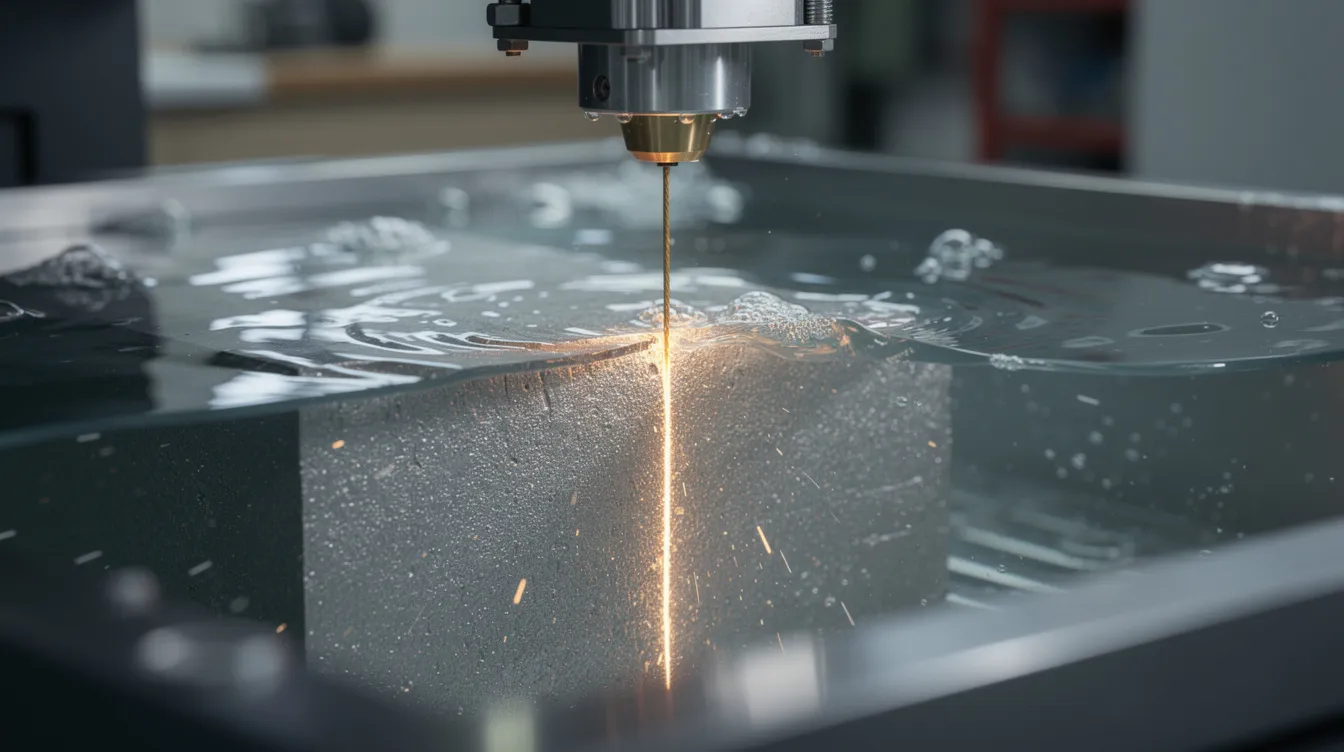
CNC Waterjet Cutting Machines
CNC waterjet machines use high-pressure water – often mixed with abrasive garnet particles – to cut through virtually any material without generating heat. Waterjet cutters are cold-cutting tools, meaning there is no heat-affected zone.
Advantages of cnc waterjet:
-
No thermal distortion or material property changes at the cut edge
-
Ability to cut very thick workpieces (up to 150–200 mm steel on high-capacity machines)
-
Works on metals, composites, glass, stone, and heat-sensitive materials
-
Minimal distortion on thin sheets
Waterjet cutting is slower than laser cutting for thin sheet and produces a wider kerf, especially when using abrasive. But for aerospace titanium plates, composite laminates, and materials where preserving metallurgical properties is non-negotiable, waterjet is often the only sensible choice.
Anebon may combine waterjet pre-cut blanks with follow-up cnc milling and drilling for final-dimension OEM components, especially for titanium CNC machining projects where heat input must be minimized.

CNC Routers and Specialized Routing Machines
A cnc router is a gantry-style cnc machine designed primarily for woodworking, plastics, foam, and soft metals, with a large working envelope that can handle full-size panels. CNC routers are among the common cnc machines found in furniture, sign-making, and composite fabrication shops.
The key difference between a cnc router and a cnc milling machine is one of priorities. Routers prioritize high-speed cutting and large table travel; cnc mills prioritize rigidity, accuracy, and the ability to cut hard metals. A router can cut aluminum, but the surface finish and dimensional accuracy will generally be inferior to a dedicated milling center for tight-tolerance metal work.
Typical applications include furniture components, sign making, composite panel trimming, plastic fixtures, and lightweight aluminum sheet profiling. Anebon occasionally leverages router-style machines for large plastic or composite fixtures but relies on milling centers for precision metal parts.
Wood, Plastic, and Composite CNC Routers
Woodworking cnc routers feature vacuum tables for hold-down, high-speed spindles (often 18,000–24,000 RPM), and large table sizes – 1220 × 2440 mm or larger is standard. They excel at 2.5D and light 3D contouring in MDF, plywood, acrylic, HDPE, and composite sandwich panels.
While routers can machine aluminum, the relatively low rigidity of gantry-style frames limits both tolerance and surface finish compared with cnc mills designed for metals. For CNC plastic parts or soft-material fixturing, routers offer a cost-effective solution.
OEM-relevant examples:
-
Trimming composite UAV airframe panels to near-net shape before bonding
-
Machining plastic assembly jigs used on production lines for electronics or automotive components
CNC Grinding Machines and Finishing Centers
CNC grinding is a finishing process that uses abrasive wheels to achieve very fine surface finishes and tight dimensional tolerances on hardened metals. A cnc grinder is typically the last step before inspection – removing microns of material to bring a part into final specification after heat treatment.
Typical roles for grinding in OEM work:
-
Final sizing of shafts and bearing surfaces
-
Flattening mold components
-
Finishing precision gauges and tooling
-
Achieving Ra values below 0.4 µm on critical surfaces
Anebon uses surface and cylindrical grinding – in-house and with qualified partners – to reach micrometer-level flatness or roundness where required by aerospace and medical customers.
Surface, Cylindrical, and Centerless CNC Grinding
-
Surface grinding produces flat, parallel surfaces with tight thickness tolerances and low Ra surface roughness on tool steels, stainless steels, and carbides. Typical achievable tolerances: ±0.002–0.005 mm; Ra 0.1–0.4 µm.
-
Cylindrical grinding finishes outer diameters (and sometimes inner diameters) of shafts, rollers, and pins. Roundness values better than 0.005 mm are standard; high-end work pushes below 0.001 mm.
-
Centerless grinding handles high-volume grinding of rods and tubes without centers, ideal for long, slender shafts and pins in automotive and bearing industries.
Example: Finishing a hardened tool steel mold insert to within ±0.002 mm flatness prior to EDM texturing, or achieving a bearing seat roundness better than 0.001 mm on a precision machined automotive component. These are cases where grinding is the only manufacturing process that meets specification.
EDM and Other Specialized CNC Machines
Electric Discharge Machining (EDM) is a non-contact cnc cutting method for electrically conductive materials that uses electrical sparks to erode material. EDM excels at cutting hardened metals that standard tools cannot easily shape – particularly tool steels heat-treated above 50–60 HRC, tungsten carbide, and exotic alloys.
The two main EDM types are:
-
Wire EDM: Cuts profiles using a thin, continuously fed wire
-
Sinker (die-sinking) EDM: Uses a shaped electrode plunged into the workpiece to create cavities
Additional specialized cnc equipment exists – cnc tube bending machines, cnc gear hobbing machines, and cnc robotic machining cells – but EDM is the most relevant to precision OEM work.
Anebon employs EDM processes to produce sharp internal corners, complex cavities, and fine details that are difficult or impossible to mill, especially in hardened workpiece material.
Wire EDM Machines
Wire EDM uses electrically charged wire to cut hardened materials. A thin, continuously fed wire – typically brass, 0.1–0.3 mm diameter – acts as an electrode. An electrical discharge arc between the wire and workpiece erodes material along a programmed tool path, submerged in dielectric fluid.
Wire EDM is ideal for:
-
Extrusion dies and punch-and-die sets
-
Delicate mechanical linkages
-
High-accuracy parts from hardened steels or tungsten carbide
-
Internal profiles with sharp corners (corner radii as small as wire radius plus spark gap)
Achievable tolerances run ±0.005 mm standard, with fine setups reaching ±0.002–0.003 mm. Surface finishes of Ra 0.2–0.8 µm are typical after skim cuts.
Anebon uses wire EDM to complement cnc milling when internal geometries or sharp interior corners are required that rotating cutting tools cannot produce.
Sinker EDM (Die-Sinking EDM) Machines
Sinker EDM works by plunging a shaped electrode – machined from graphite or copper – into the workpiece. The electrical discharge arc between electrode and workpiece erodes a cavity matching the electrode’s inverse shape.
Use cases:
-
Plastic injection mold cavities with fine texturing
-
Turbine cooling features and internal passages
-
Undercuts and features that cannot be reached by any milling cutter
-
Medical device tooling with complex 3D pockets in hardened material
Tolerances are typically ±0.005–0.01 mm, with surface finishes depending on electrode condition and spark settings. Sinker EDM allows Anebon to maintain high dimensional accuracy in hard materials after heat treatment, reducing distortion risks that would come from heavy milling.
EDM is a slower but extremely precise machining process, deployed specifically when geometry or material hardness demands it. The trade-off – lower material removal rate for exceptional accuracy on hard, complex features – is well worth it for mold, die, and high-precision component work.
Types of CNC Machines by Axis Count
Many of the cnc machine types described above can be built with different axis counts. Axis count – the number of independent directions of motion – determines which surfaces and features can be machined in one setup and how complex the achievable geometry is.
Linear axes are X, Y, and Z. Rotary axes rotate around those linear axes and are labeled A (around X), B (around Y), and C (around Z). The more axes available, the more faces and complex geometries a machine can access without re-clamping, which reduces cumulative positioning errors.
Anebon commonly deploys 3-axis and 5-axis cnc milling, along with multi-axis turning centers, to reduce setups and improve accuracy for overseas OEM customers. CNC machines can produce complex shapes with high precision when the axis count matches the part geometry.
2- to 5-Axis CNC Machines in Practical Use
|
Axis Count |
Machine Type |
Typical Applications |
Limitations |
|---|---|---|---|
|
2-axis |
Basic cnc lathes, simple drills |
Simple turned parts (OD, ID, facing), single-face drill patterns |
Cannot handle off-center or angled features |
|
3-axis |
Standard cnc mills and machining centers |
Most prismatic components – pockets, flat surfaces, 3D contouring |
Requires re-clamping for more than three faces |
|
4-axis |
Mills with rotary table, turning centers with C-axis |
Manifolds, brackets with features on four sides, bolt-hole patterns around a cylinder |
Limited on undercuts and sculpted surfaces |
|
5-axis |
Simultaneous or 3+2 milling centers |
Turbine blades, impellers, anatomical implants, complex mold inserts |
Higher machine cost, advanced CAM and simulation software required |
Beyond 5 axes, machines with 6–9 axes appear in mill-turn centers that combine sub-spindles, dual turrets, live tooling, and B-axis tilting heads. These are primarily used where combining turning and milling in a single cnc machine brings significant productivity gains, but cost and programming complexity increase accordingly. Modern cnc machines with multiple axes and multiple tools in these configurations represent the leading edge of cnc machining technology.
The cnc controller – whether open-loop or closed-loop – plays a critical role in axis coordination. Open-loop systems provide one-way communication from the controller to the motor, suitable for simpler machines. Closed-loop systems utilize feedback to allow automatic error corrections, which is essential for tight-tolerance multi-axis work.
How to Select the Right Type of CNC Machine for Your Project
Selecting the right type of CNC machine comes down to five decision factors:
-
Part geometry: Round or cylindrical → cnc lathe or turning center. Prismatic or flat → cnc milling machine. Flat sheet profiles → cnc laser, plasma, or waterjet. Complex internal cavities in hard material → EDM.
-
Material: CNC machining can handle materials like metals and plastics, but material hardness drives process choice. Aluminum and mild steel → milling and turning. Hardened steel above 50 HRC → grinding or EDM. Titanium or Inconel → slower feeds, specialized tooling, possibly finishing EDM.
-
Tolerance and surface finish: General features at ±0.05–0.10 mm → standard 3-axis milling. Critical dimensions at ±0.01 mm or tighter → precision milling, grinding, or EDM. Mirror-like finishes (Ra < 0.2 µm) → grinding or EDM skim passes.
-
Volume: CNC technology allows for mass production with minimal supervision. For low volume or prototyping, versatile 3-axis mills and Swiss-type lathes offer flexibility. For mass production, HMCs with pallet changers, multi-spindle lathes, and automated cells reduce per-part cost. CNC technology supports high-volume production in various industries.
-
Budget: EDM and grinding cost more per hour than milling or turning for the same material removal, but they are necessary when geometry or hardness demands exceed what faster processes can achieve.
Practical examples:
-
A sheet-metal electronics enclosure → cnc laser cutting for profiles, CNC press brake bending, then light CNC milling for critical mounting features
-
A titanium orthopedic plate with complex anatomical contours → 5-axis simultaneous cnc milling, possibly with EDM for specific internal features
-
An automotive shaft with cross-drilled oil ports → multi-axis cnc turning center with live tooling to drill holes in the same setup
Modern cnc machines offer cnc capabilities that earlier generations of manual machines and nc machines could not approach. NC systems use punch cards or tapes for instructions and nc machines typically perform only one task throughout their lifetime. By contrast, CNC machines require less specialized skills to operate than NC machines, and CNC systems differ primarily by their control mechanism and machining technique – computer aided manufacturing combined with computer aided design and cam software provide the tool path generation, while cad software and simulation software verify the result before metal is cut.
CNC machining technology and cnc machining systems have evolved to the point where efficient machining of the most complex shapes is routine for a well-equipped modern machine shop.
Anebon’s typical engagement with an OEM customer starts with reviewing CAD models and drawings, suggesting the optimal cnc machine type and process route (roughing, semi-finishing, finishing, surface treatments), and then providing a detailed quotation with cost and lead-time breakdown. This DFM-driven approach avoids expensive rework and ensures the desired shape is achieved on the first production run.
Anebon’s Capabilities Across CNC Machine Types
Anebon Metal Products Limited provides precision cnc milling, cnc turning, EDM, die casting, and sheet metal fabrication from rapid prototyping through series production. The company serves overseas OEMs in aerospace, medical devices, automotive, electronics, and robotics with a focus on quality, traceability, and on-time delivery.
CNC machine types in Anebon’s operational fleet:
-
Multi-axis cnc milling machines (3-axis and 5-axis VMCs and HMCs)
-
CNC turning centers and Swiss-type cnc lathes
-
Wire and sinker EDM machines
-
Surface and cylindrical cnc grinding machines
-
CNC laser cutting equipment for sheet metal fabrication
-
Supporting equipment: CMMs, profilometers, hardness testers, and in-machine probing systems
Measurable strengths:
-
Tolerances as tight as ±0.002 mm on critical features
-
Wide material range: aluminum, stainless steel, titanium, copper alloys, engineering plastics
-
ISO 9001:2015 and ISO 14001:2015 certified quality and environmental management
-
DFM feedback and process optimization before production begins
If your next project requires specific types of cnc machines and machining strategies, send your CAD files and basic requirements to Anebon’s engineering team for a quote or DFM review.
Summary: Matching CNC Machine Types to Modern OEM Needs
There is no single “best” cnc machine. CNC milling machines, cnc lathes, cnc drilling machines, cnc routers, cnc laser cutters, cnc waterjet machines, cnc plasma cutters, grinding centers, and EDM equipment each fill specific roles determined by part geometry, material, tolerance, surface finish, and production volume. These are the manufacturing methods and cnc tools that define today’s manufacturing industry, and understanding them is the first step toward efficient, cost-effective production.
Successful OEM projects match the right cnc machine type to the material, geometry, and production volume from the start of the design process. CNC systems reduce human error in manufacturing processes and CNC technology improves manufacturing speed and accuracy – but only when the correct machine and process are selected upfront.
Anebon Metal Products Limited works as a long-term manufacturing partner, helping overseas OEMs choose and combine the right cnc machines for prototypes, pilot runs, and full-scale production. Whether your part needs cnc turning on a Swiss-type lathe, 5-axis simultaneous milling, wire EDM for hardened internal features, or a combination of all three, the right process route starts with a conversation.
Contact Anebon with your drawings or 3D models to get process suggestions, machine-type recommendations, and an accurate cost and lead-time estimate for your next project.