Understanding NC Machining: Techniques, Benefits, and Applications
NC Machining: Definition, Types, and How It Differs from CNC Machining
If you work in product development or OEM sourcing, you have almost certainly encountered the term “CNC machining.” But the technology that made CNC possible-numerical control, or NC machining-is less well understood, even among experienced engineers. This article explains what NC machining is, how it evolved into modern computer numerical control, and why the distinction matters when you are specifying parts, selecting suppliers, or evaluating manufacturing capabilities.
What Is NC Machining? (Answer the Core Question First)
NC machining is an automated method of operating a machine tool using pre-encoded machining instructions. Instead of an operator turning handwheels, adjusting levers, or relying on manual control, an NC machine reads coded commands-originally stored on punched paper tape-and translates those commands into precise axis movements, spindle speed settings, and cutting conditions. The core idea is straightforward: remove the variability of manual machining by letting a program drive the machining operation from start to finish.
Numerical control was the direct predecessor of modern computer numerical control (CNC) machining. Every CNC machining center, CNC turning center, and multi-axis mill on a modern shop floor traces its lineage back to the NC machines of the mid-twentieth century. NC machining laid the groundwork for today’s automated factories by proving that coded instructions could reliably control machine tools to produce parts with complex geometries consistently and accurately.
In practice, an NC machine controls axis motion (X, Y, Z), spindle speed, and feedrate through pre-set nc programs rather than through operator skill alone. The technology is not limited to metal cutting. NC machining also automates processes like press working and spot welding, and early systems could even automate the drafting of engineering drawings. NC machining is used in aerospace and automotive industries, where repeatable precision is essential.
Typical nc machine tool types include nc lathes, nc milling machine configurations, drilling machines, early machining centers, and grinding machines equipped with abrasive wheels. Each of these machine tools shares the same foundational principle: a program, not a human hand, determines where and how cutting tools engage the workpiece.
By the 1990s, stand-alone NC systems were gradually replaced or retrofitted with more flexible CNC machines in many factories. CNC systems have largely replaced NC systems in manufacturing, driven by falling computing costs and rising demand for part complexity. At Anebon Metal Products Limited, we work almost exclusively with CNC systems today-but understanding NC helps engineers grasp the evolution of modern machining and appreciate why certain control features exist.

Historical Evolution of NC to CNC and Computer Numerical Control
NC machining originated in the late 1940s, driven by the aerospace sector’s need to machine complex airfoil shapes that exceeded the capability of manual machining. The challenge was clear: helicopter rotor blades and jet engine components demanded compound curves that no operator could reliably reproduce by hand at production speed.
The story begins with John T. Parsons, who developed computational interpolation methods for helicopter blade templates around 1948–1949 while working with Frank L. Stulen. Parsons used punch cards and early computing methods to calculate coordinates for curved surfaces, then fed those coordinates to a jig borer. His vision of fully automating tool motion led to collaboration with MIT’s Servomechanisms Laboratory, which in 1952 produced a prototype NC milling machine using servo motors and punched tape. That same year, the first NC machine was patented in 1952 by Richard Kegg, marking a pivotal milestone in machine tool technology.
Early NC systems relied on punched tapes for programming and hard-wired logic. There was no onboard computer; all control was mechanically controlled through relay circuits and analog electronics. The machine read the tape sequentially, executing axis movements along programmed paths. Any design change meant physically re-punching the tape-a slow, error-prone process.
The transition from NC to CNC began in the 1960s and accelerated through the 1970s as integrated minicomputers became affordable. Computer numerical control replaced fixed logic with computer software, enabling digital storage, on-screen editing, and eventually simulation software for verifying toolpaths before actual machining. Programs moved from paper tape to magnetic media and then to solid-state memory.
This shift to computer control allowed complex g code, more dynamic management of feed and speed, and eventually closed loop systems for higher precision. CNC programming became far more accessible through computer aided design (cad software) and computer aided manufacturing (cam software) platforms, which could generate toolpaths directly from a cad model.
Modern CNC machines at Anebon-including 3-axis, 4-axis, and 5-axis machining centers, plus CNC turning centers-are direct descendants of these NC innovations. The mechanical engineering principles remain, but the control intelligence has advanced by orders of magnitude.
How NC Machining Works: Control System, Hardware, and Workflow
The nc machining process centers on a control system composed of several linked elements: the part program (encoded on punched tape or similar media), a tape reader, logic hardware (relays and early electronics), drive amplifiers, stepper or servo motors, and the machine tool itself. The tool spindle rotates the cutter, while the drive system moves the table or spindle carriage along defined axes.
Here is the typical NC workflow, broken into five steps:
-
Process planning and program coding. An engineer or programmer manually calculates coordinates, selects cutting tools, determines spindle speed and feedrate, and writes the program line by line. This stage required careful mechanical engineering knowledge, as there was no simulation software to catch errors before the machining process began.
-
Punched tape preparation. The coded instructions are transferred onto a physical medium-usually punched paper tape-using a tape punch machine. Each line of code corresponds to a specific axis move, desired operations for the spindle, or a tool change command.
-
Tape loading and zero-point setting. The operator loads the tape into the reader, sets machine home positions, and establishes workpiece datum points. Tool holders are loaded, and manual input is used to verify initial alignment.
-
Automatic machining cycle. The machine reads the tape sequentially and executes movements with minimal human intervention. The raw materials are shaped according to the program, producing the desired shape through a series of passes, drill cycles, or profile cuts.
-
Inspection and manual adjustments. After the cycle, the operator measures the machined parts. If tool wear or machine drift has caused dimensional errors, adjustments are made manually and, in some cases, sections of tape are replaced.
A critical distinction in NC hardware is between open-loop and closed-loop positioning. Early NC machines often used open-loop stepper systems: the controller sends a fixed number of pulses, and the motor is assumed to have moved exactly that distance. There is no feedback, so missed steps or deflection go undetected. NC machining lacks real-time feedback capabilities, which limits accuracy under heavy cutting loads. Closed loop systems add encoders or linear scales that report actual position back to the controller, allowing the system to correct errors in real time. For high precision metal cutting, closed-loop feedback is essential.
NC systems interpret commands in a Cartesian coordinate system (X, Y, Z axes), with positions specified in either absolute or incremental mode. Feed commands dictate how fast the tool moves through the workpiece. Unlike modern CNC programming with CAM output and quick editing, modifying NC programs required physically creating new tapes-a limitation that impacted flexibility, setup times, and production efficiency.
At Anebon, our current CNC machines use fully digital control systems with 3D toolpath simulation, eliminating the tape stage entirely. Computer programs verify every move before a single chip is cut, reducing the risk of tool collisions, scrap, and machine damage.
Types of NC Machines and Machine Tools
NC technology was applied to several core machine tool categories, many of which have direct CNC counterparts in today’s factories. These machines can be further classified by their motion strategy:
-
Point-to-Point machines perform movements between discrete points, ideal for drilling and punching operations.
-
Continuous Path machines create complex movements along defined paths, necessary for milling profiles and contours.
-
Dedicated machines are specialized for specific tasks in mass production, optimized for a single operation at maximum speed.
-
Modular machines allow customization by adding or removing modules, adapting the system to different machining tasks.
-
Adaptive Control machines adjust parameters based on real-time feedback, representing a bridge between pure NC and modern CNC.
All of these rely on similar axis drives and control systems but differ in how they rotate the workpiece versus the cutting tools and what geometries they can produce.
In modern plants, the same categories exist primarily as CNC machines, with features like automatic tool changers, probing, and integrated quality checks. At Anebon, we use CNC vertical and horizontal machining centers, CNC turning centers with live tooling, and grinding equipment to deliver high precision OEM parts.

NC Lathes and Early Turning Centers
NC lathes automate turning operations: the workpiece rotates in the spindle while cutting tools move in X (radial) and Z (axial) axes under numerical control. This setup excels at producing rotationally symmetric components-shafts, bushings, pins, and fittings-used across automotive industries, industrial machinery, and aerospace.
Later turning centers combined NC turning with drilling and light milling in a single setup, greatly improving throughput for low volume production and complex parts. A single clamping could produce a finished component that previously required multiple operations on separate machines.
Contrast these legacy capabilities with Anebon’s modern CNC turning centers that support live tooling, Y-axis milling, and sub-spindles for complete-in-one-clamping machining. The result is faster cycle times, better concentricity, and fewer handling errors.
NC Milling Machines and Machining Centers
An nc milling machine uses a rotating cutting tool to remove material as the table or spindle moves in multiple axes according to the NC program. Early universal milling machines were retrofitted with NC control to machine prismatic parts, pockets, and profiles with higher repeatability than a purely manual milling machine could deliver.
Machining centers represent the next step: advanced NC (and later CNC) milling machines equipped with automatic tool changers (ATC), automatic pallet changers, and sometimes rotary tables for 4- or 5-axis work. These machines can hold multiple tools and switch between them automatically, enabling multiple operations-face milling, drilling, tapping, contouring-in a single setup.
The machining center became the primary platform for computer numerical control, leading directly to the CNC machining centers used today for high precision aluminum, steel, and plastic parts. NC and CNC machines can produce complex 3D shapes that are difficult or impossible for conventional manual machines.
At Anebon, we run modern CNC machining centers capable of ±0.002 mm tolerances on select features-far beyond the capability of early NC mills.
Other NC Machine Tools: Drilling, Grinding, and Specialized Machines
NC drilling and boring machines were widely used for accurate hole patterns in engine components, hydraulic manifolds, and electronic housings. Precise hole placement-essential for fasteners, alignment pins, and fluid passages-was one of the earliest and most compelling applications of numerical control.
NC grinding machines (surface, cylindrical, and internal types) served as precision finishing tools, achieving tight dimensional control and low surface roughness after turning or milling. These machines use abrasive wheels rather than conventional cutting tools and are critical for bearing seats, sealing surfaces, and gauge components.
Certain early EDM systems-including wire edm-and punching machines also adopted NC tape control before becoming fully CNC. These specialized machines extended automated control beyond conventional metal cutting into electrical discharge and forming processes.
Components like injection mold cores, gauge blocks, and bearing races often depended on NC grinding and drilling as critical intermediate steps before final inspection and assembly.
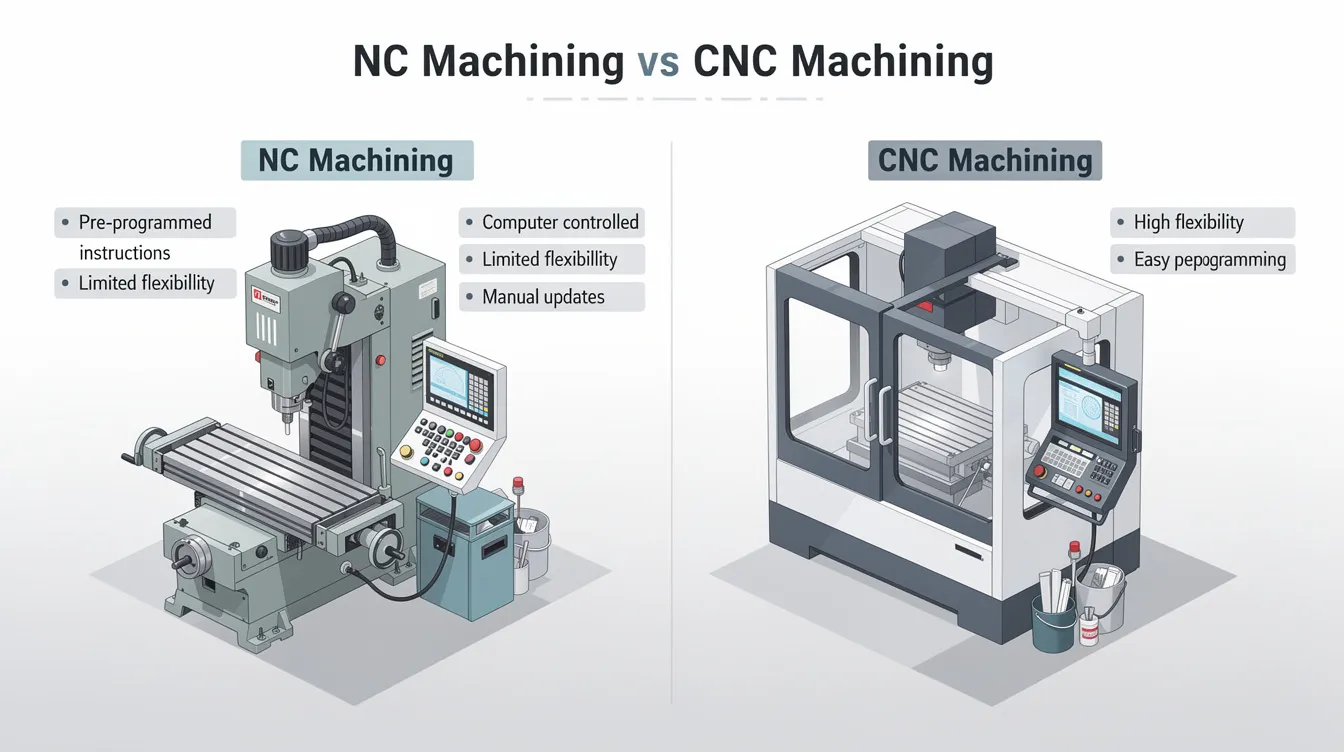
NC vs. CNC Machining: Key Differences Engineers Should Know
NC and CNC machining are best understood as points along a technology timeline rather than completely separate methods. Both automate cutting tools and machine tools to shape raw materials into finished parts. The difference lies in how control is implemented and how much intelligence the system brings to the machining process.
CNC machining adds an onboard computer, digital program storage, and far greater logic and communication capabilities. CNC machines use digital programming for greater flexibility, allowing operators to store, recall, and modify programs without touching physical media. CNC machining offers higher precision and faster production speeds than legacy NC, largely because of real-time feedback and more powerful servo drives.
Here is a concise comparison of the two approaches:
-
Control system: NC uses hard-wired relay logic; CNC uses software-driven controllers running on embedded computers.
-
Program storage: NC relies on punched tape or cards; CNC stores programs as digital files in memory.
-
Editing and debugging: Changing an NC program means re-punching tape. CNC allows instant editing on-screen, version control, and backup.
-
CAD/CAM integration: NC programs were coded by hand from blueprints. CNC programming feeds directly from cad software and cam software, generating optimized toolpaths from a 3D cad model.
CNC technology allows real-time adjustments during machining-operators can override spindle speed, feedrate, or even pause and restart mid-cycle. Closed loop systems with servo motors and encoders deliver higher accuracy and repeatability by continuously comparing commanded and actual positions.
CNC supports quick design iterations, complex multi-axis operations, and hybrid workflows with 3d printing for jigs or prototypes. NC was best suited to stable, high-volume runs where the program remained unchanged for long periods. NC machining is less flexible than CNC machining in virtually every practical sense.
At Anebon, we leverage these CNC advantages-fast program changes, complex 5-axis geometries, and robust control systems-for overseas OEMs from prototype to series production.
Programming and Control: From Punched Tape to Digital CNC Programming
Original NC programming was done manually: an engineer read a blueprint, calculated every coordinate, selected feeds and speeds, and coded each line by hand. The finished program was punched onto tape using an offline preparation system. NC machines require manual programming adjustments, limiting flexibility and making iteration slow and expensive.
Any design change-a shifted hole, a revised pocket depth-meant re-punching or replacing sections of tape. This made low volume runs less economical and turned rapid prototyping into a contradiction in terms. Manual input errors on tape could cause tool crashes or scrapped parts, with no simulation to catch mistakes beforehand.
Contrast this with modern cnc programming, where CAD models from platforms like SolidWorks, CATIA, or Creo feed directly into CAM systems to generate g code in minutes. Computer aided manufacturing tools simulate toolpaths, check for collisions, and optimize cycle time before a single chip is cut, reducing scrap and tool wear dramatically.
At Anebon, we provide DFM feedback on 3D models and use CAM-based CNC programming to shorten lead times for rapid prototyping and low volume production. Engineers send us a cad model, and we return machining instructions, cost estimates, and design optimization suggestions-often within 24 hours.
Precision, Closed Loop Systems, and Numerical Accuracy
Numerical precision is where the difference between NC and CNC becomes most tangible. Backlash control, thermal compensation, and closed-loop feedback all play a role in determining whether a part meets specification or becomes scrap.
Early NC machines sometimes used open-loop stepper systems. These are simpler and cheaper, but under heavy cutting loads or at high speed, steps can be lost without the controller knowing. NC machining lacks real-time feedback, affecting accuracy on critical dimensions. The result: positional errors accumulate, and the operator discovers the problem only during post-machining inspection.
Modern CNC machines at Anebon use closed loop systems with servo motors and position encoders, constantly comparing commanded and actual positions. This enables high precision machining even during aggressive cuts in hard materials like stainless steel or titanium.
Backlash reduction techniques further enhance accuracy:
-
Precision ball screws with preloaded nuts
-
Linear roller guides for low-friction, zero-backlash axis motion
-
Software-based backlash and thermal compensation routines
For critical industries-aerospace, medical devices, robotics-such closed-loop CNC control is essential to consistently achieve tolerances down to ±0.002 mm on defined features like fits, bearing seats, and sealing surfaces.
Suitability by Production Volume and Part Complexity
Legacy NC machining was typically justified for stable, high-volume production runs where the cost of tape programming and setup could be spread over thousands of identical parts. The economics simply did not work for prototypes or short runs because every design iteration required a new tape and a new setup cycle.
Modern CNC machining flips this equation. Programs can be created and modified quickly-even for a single custom part-making cnc machining economical for both prototypes and mass production. CNC processes require minimal human intervention, lowering labor costs and injury risks whether you are making one part or ten thousand.
Multi-axis CNC machines and turning centers allow complex geometries to be machined in fewer setups. A turbine housing, a medical instrument handle, or a multi-face electronic enclosure can be completed on a single machine, improving both speed and machining quality.
At Anebon, we specialize in low to medium volume CNC machining for overseas OEMs, complementing it with die casting and sheet metal fabrication when quantities rise.

Applications and Industries Using NC and CNC Machining
NC and CNC machining are fundamental to precision machining across the manufacturing industry, especially when high precision and robust mechanical properties are required. Automated machining enhances precision, consistency, and efficiency in production-qualities that manual methods cannot match at scale.
Key industries that historically used NC machines and now rely heavily on CNC include:
-
Aerospace: turbine blades, impellers, structural brackets, actuator housings
-
Automotive: engine blocks, transmission housings, precision auto parts, brake system components
-
Medical devices: surgical instrument bodies, orthopedic implant interfaces, dental abutments, diagnostic housings
-
Electronics: connector housings, heat sinks, sensor enclosures, RF shielding components
-
Robotics and industrial machinery: robot end-effectors, gear housings, custom actuator bodies, linear guide mounts
-
Energy: valve bodies, pump impellers, turbine fittings
At Anebon, we focus on B2B/OEM customers, producing custom CNC machined components in aluminum, stainless steel, titanium, and technical plastics for demanding applications across various industries.
CNC machining is often selected over 3d printing when dimensional accuracy, surface finish, and isotropic strength are critical-especially for functional prototypes and end-use parts.
Common Machining Processes: Milling, Turning, Drilling, and Grinding
NC machining supports metal cutting, milling, and turning operations-and their CNC descendants are even more capable. Here is a quick overview of the core manufacturing processes:
CNC milling is the go-to process for prismatic and complex 3D shapes. A rotating cutter removes material from a stationary or slowly moving workpiece, achieving high precision and excellent surface finish on flat and contoured surfaces. Complex shapes like turbine blades, mold cavities, and multi-pocket housings are typical milling work.
CNC turning is preferred for cylindrical parts, threads, and rotational features. The workpiece rotates while a stationary tool removes material. Shafts, bushings, connector bodies, and precision turned components are efficiently produced on turning centers.
Drilling, tapping, and boring create precise holes, threads, and internal bores for fasteners, fluid passages, and alignment features. NC drilling machines originally proved the concept; modern CNC machining centers handle these as part of a multi-operation cycle.
Grinding and post-processing steps-including deburring and polishing-are used when very tight tolerances or low surface roughness (Ra below 0.8 µm) are required. Sealing faces, bearing races, and optical surfaces often require grinding as a finishing step. Standard as-machined surfaces typically have Ra values of 1.6–3.2 µm; grinding can bring this down to 0.1 µm or better.
Each of these processes ties directly to concrete parts that Anebon produces for OEM clients across aerospace, medical, and electronics sectors.
Materials, Cutting Tools, and Design Considerations for NC/CNC Machining
Both NC and CNC machining can process a broad range of materials. These machines can work with a wide range of materials including metals and plastics. The real limitations come from tooling selection, cutting parameters, and machine rigidity-not from the control method itself.
Common metals used in precision machining:
|
Material |
Typical Grades |
Key Properties |
|---|---|---|
|
Aluminum alloys |
6061-T6, 7075-T6 |
Lightweight, excellent machinability |
|
Stainless steels |
304, 316L |
Corrosion resistance, strength |
|
Carbon steels |
1018, 4140 |
Cost-effective, good strength |
|
Brass / Copper |
C360, C110 |
Electrical conductivity, machinability |
|
Titanium alloys |
Ti-6Al-4V |
High strength-to-weight, biocompatibility |
Key engineering plastics include ABS, POM (acetal), PC (polycarbonate), PEEK, Nylon (PA), PTFE, and PEI-used for components that require a combination of strength, insulation, and low weight.
Cutting tools are selected based on the workpiece material, required surface finish, and production volume. Tool materials range from high speed steel (HSS) for general work, to carbide and coated carbide (TiN, TiAlN) for harder metals, to CBN and PCD for finishing hardened surfaces. Tool geometry-rake angles, helix angle, coatings-directly affects chip formation, heat, and surface quality.
Design for CNC manufacturability tips:
-
Avoid specifying unnecessarily tight tolerances on non-functional features
-
Keep wall thickness above 0.8 mm for metals, 1.5 mm for plastics
-
Minimize deep narrow pockets (depth-to-width ratio below 4:1 preferred)
-
Design datum surfaces for easy fixturing and repeatable setup
-
Use standard tap drill sizes for threaded holes
-
Reduce the number of setups by grouping features accessible from the same direction
At Anebon, we support engineers during the design phase with DFM feedback, helping optimize parts for cnc machining, die casting, or sheet metal fabrication depending on cost and volume goals.
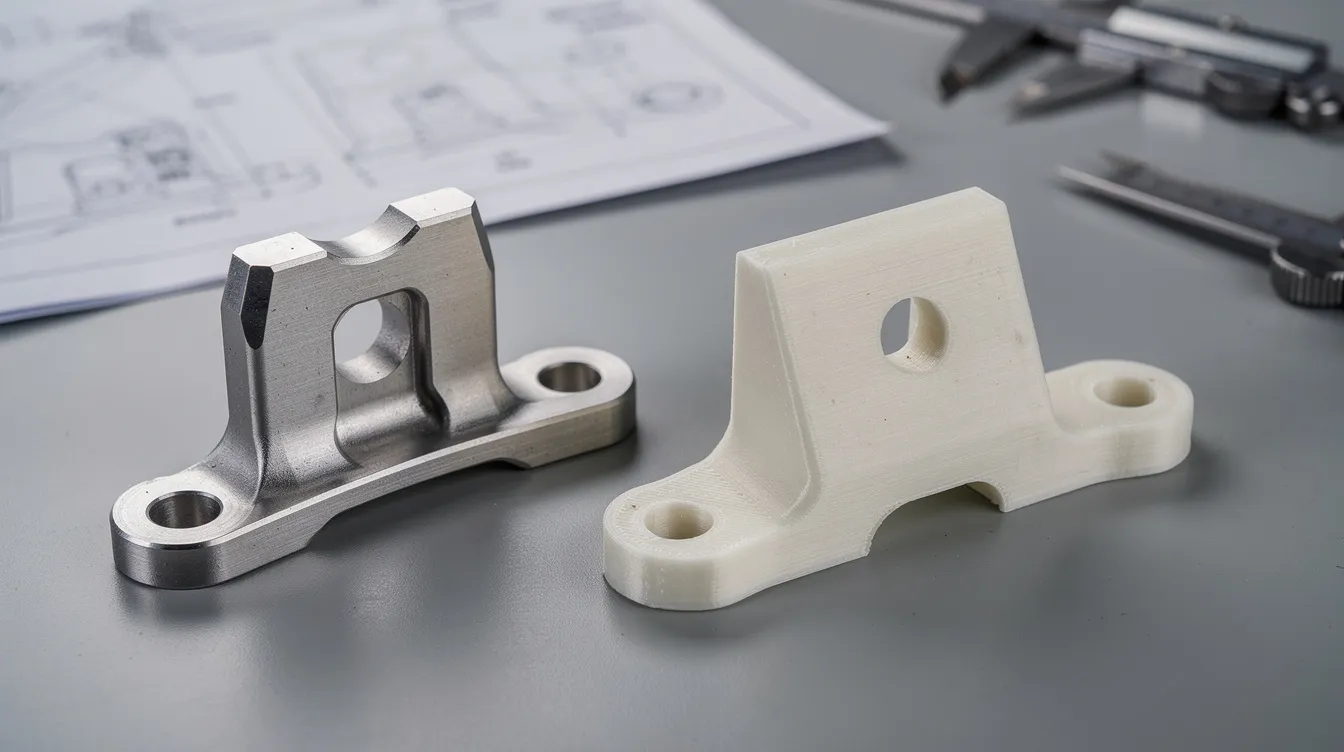
NC/CNC Machining vs. 3D Printing for Prototypes and Low Volume Production
CNC machining is a subtractive process: you start with a block of raw materials and remove everything that is not the finished part. The result is excellent dimensional accuracy, surface finish, and mechanical performance in all directions. This makes cnc technology the default choice when functional requirements are strict.
3D printing is additive-building parts layer by layer-and excels at complex internal geometries, lattice structures, and rapid design iteration. However, 3D printed parts often have lower surface quality, anisotropic mechanical properties (weaker between layers), and limited material options compared to machined parts.
For many functional prototypes, fixtures, and low volume production runs (from a few pieces to a few thousand), CNC machining remains the preferred choice for metals and many engineering plastics. The machine’s capabilities in terms of tolerance and finish simply outperform additive methods for most structural or sealing applications.
At Anebon, we can combine CNC machining with 3D printed prototypes in development programs: 3D printing for early design validation, cnc machining for final functional testing and pilot runs.
Advantages and Limitations of NC Machining Compared with CNC Machining
Understanding where NC machining succeeded-and where it fell short-helps explain why CNC dominates today.
Advantages NC machining offered in its era:
-
Higher accuracy and repeatability than manual machines
-
Improved operator safety during repetitive machining tasks
-
Reduced labor requirements for long production runs
-
NC machining can produce parts with complex geometries beyond the skill of hand operation
-
NC machining is cheaper than CNC machining in terms of initial controller cost
Historical limitations of NC:
-
Inflexible programming on punched tape; any change required new media
-
Limited logic and memory; no branching, conditionals, or macros
-
NC machining has lower cutting speed compared to CNC machining
-
NC machining lacks real-time feedback, affecting accuracy on demanding features
-
No simulation: risk of tool crashes and wasted raw materials
-
Slower program changes made high-mix production impractical
CNC machining advantages:
-
Rapid program modification and version control via computer control
-
Full integration with CAD/CAM for automated toolpath generation
-
Advanced diagnostics, in-process probing, and adaptive feed control
-
CNC machines can operate continuously, reducing downtime compared to manual methods
-
Easier scaling across multiple CNC machines via networked DNC systems
-
Support for multiple axes, high speed machining, and complex shapes in a single setup
From a cost perspective, modern CNC machines require higher upfront investment but provide better lifecycle value due to versatility and automation capabilities. For modern OEM product development, cnc machining is almost always the practical choice-which is why Anebon’s shop floor is built around CNC machining centers and turning centers rather than legacy NC machines.
How Anebon Uses Modern CNC Machining to Deliver High Precision OEM Parts
Anebon Metal Products Limited is a Dongguan-based precision manufacturer founded in 2010, certified to ISO 9001:2015 and ISO 14001:2015, serving overseas OEMs and R&D teams across various industries.
Our core services evolved from the principles that NC machining established decades ago: CNC milling, CNC turning, 5-axis CNC machining, die casting, and sheet metal fabrication-all focused on high precision and consistent machining quality.
We routinely hold tight tolerances down to ±0.002 mm on critical features, using advanced closed-loop CNC control systems, in-process inspection, and robust quality assurance procedures. Our manufacturing capabilities span the full product lifecycle:
-
Rapid prototyping for early-stage design validation
-
Bridge tooling and low volume production for pilot runs and market testing
-
Full-scale OEM manufacturing for aerospace, medical devices, automotive, and robotics
We work with a wide range of metals and plastics and provide surface treatments such as anodizing, plating, bead blasting, and painting as part of a one-stop manufacturing solution. Whether you need a single non-standard custom OEM part or an ongoing production program, our team is ready to help.
Ready to get started? Send your CAD files and technical drawings to our engineering team for a fast CNC machining quote, including DFM feedback and lead time proposals tailored to your project.
Key Takeaways and When to Choose CNC Machining Today
NC machining was the foundational technology that enabled today’s highly automated CNC machining and computer numerical control systems. From Parsons’ punch-card coordinate calculations in the late 1940s to MIT’s first tape-driven milling machine in 1952, nc machining work proved that coded instructions could replace manual skill for precision manufacturing processes.
Modern CNC machining builds on that foundation with digital storage, real-time feedback, multi-axis interpolation, and CAD/CAM integration. The result is high precision, repeatability, and production efficiency for both prototypes and production runs-capabilities that legacy NC machines could not match.
Design engineers and OEM buyers now overwhelmingly specify CNC machining for custom components in metals and engineering plastics because it delivers tighter tolerances, faster turnaround, and the flexibility to handle desired operations across the full complexity spectrum. Whether you need a single prototype or thousands of identical parts, CNC is the standard for the modern manufacturing industry.
If you are looking for a reliable CNC machining partner with tight tolerances, robust quality systems, and responsive support from first design through long-term production, Anebon is ready to help. Reach out with your project requirements and let us show you what precision machining can do for your next product.