Understanding High Pressure Die Casting Dies for Efficient Production
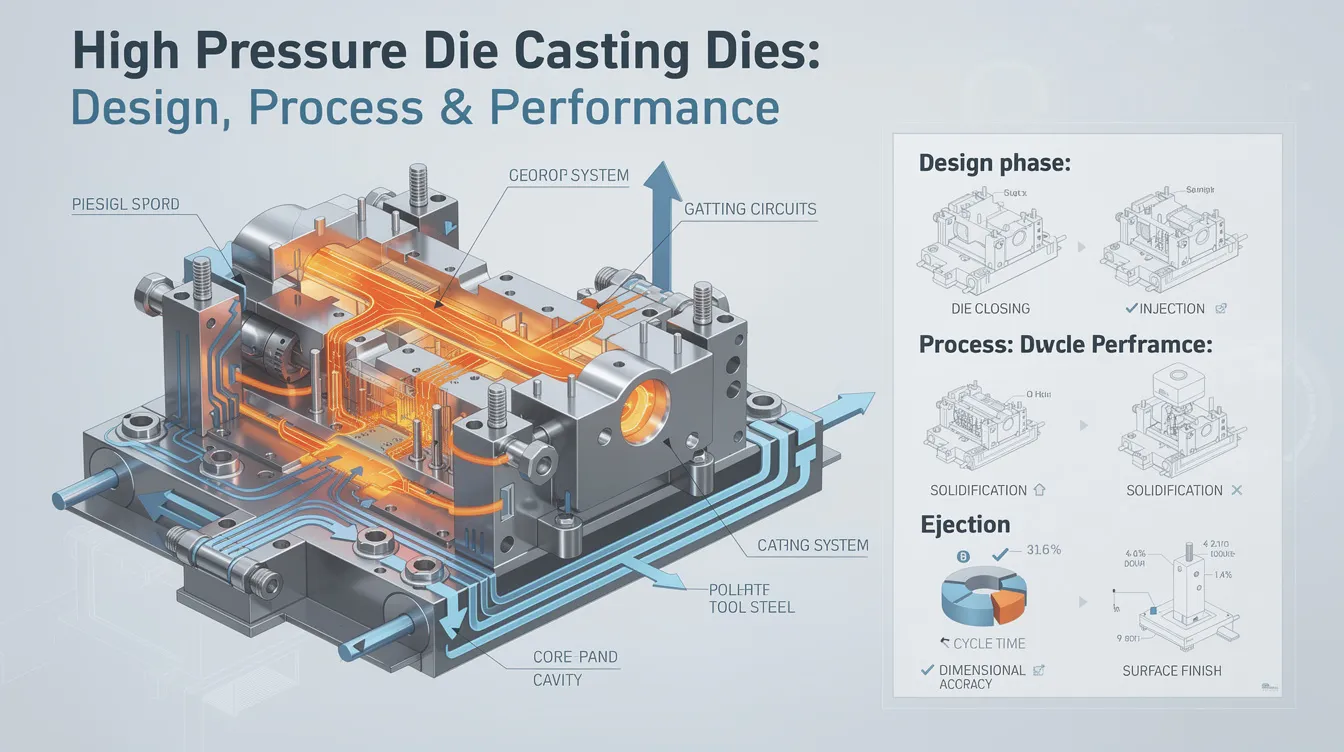
High Pressure Die Casting Dies: Design, Process & Performance
High pressure die casting dies are precision tool steel molds engineered to shape molten non-ferrous metals-primarily aluminum, zinc, and magnesium-into complex parts at production scale. These dies sit at the core of every high pressure die casting operation, receiving molten metal forced into the die cavity at high speed and high pressure, then releasing a near-net-shape component within seconds.
HPDC dies are designed to withstand extreme temperatures and immense pressure. In a typical aluminum die casting process, injection pressures range between 1,500 and 25,000 psi (approximately 30–70 MPa), while molten metal enters the mold cavity at temperatures around 670–710 °C. That combination of thermal shock, mechanical stress, and erosive metal flow makes die design, material selection, and maintenance some of the most consequential decisions in the entire manufacturing process.
Compared to other casting methods like sand casting, gravity die casting, or low pressure die casting, high pressure die casting produces parts with higher accuracy and complex shapes that would be impractical or uneconomical to achieve otherwise. Where permanent mold casting or gravity casting may handle simpler geometries at lower tooling cost, HPDC dies are the clear choice for high volume production of thin walls, intricate ribs, and tight tolerances.
At Anebon Metal Products Limited, we design and run high pressure die casting dies for overseas OEMs across automotive, consumer electronics, medical devices, aerospace, and industrial machinery sectors. Our work centers on cold chamber aluminum die casting, where die performance directly determines part quality, cost per piece, and program reliability.
Basics of the High Pressure Die Casting Process
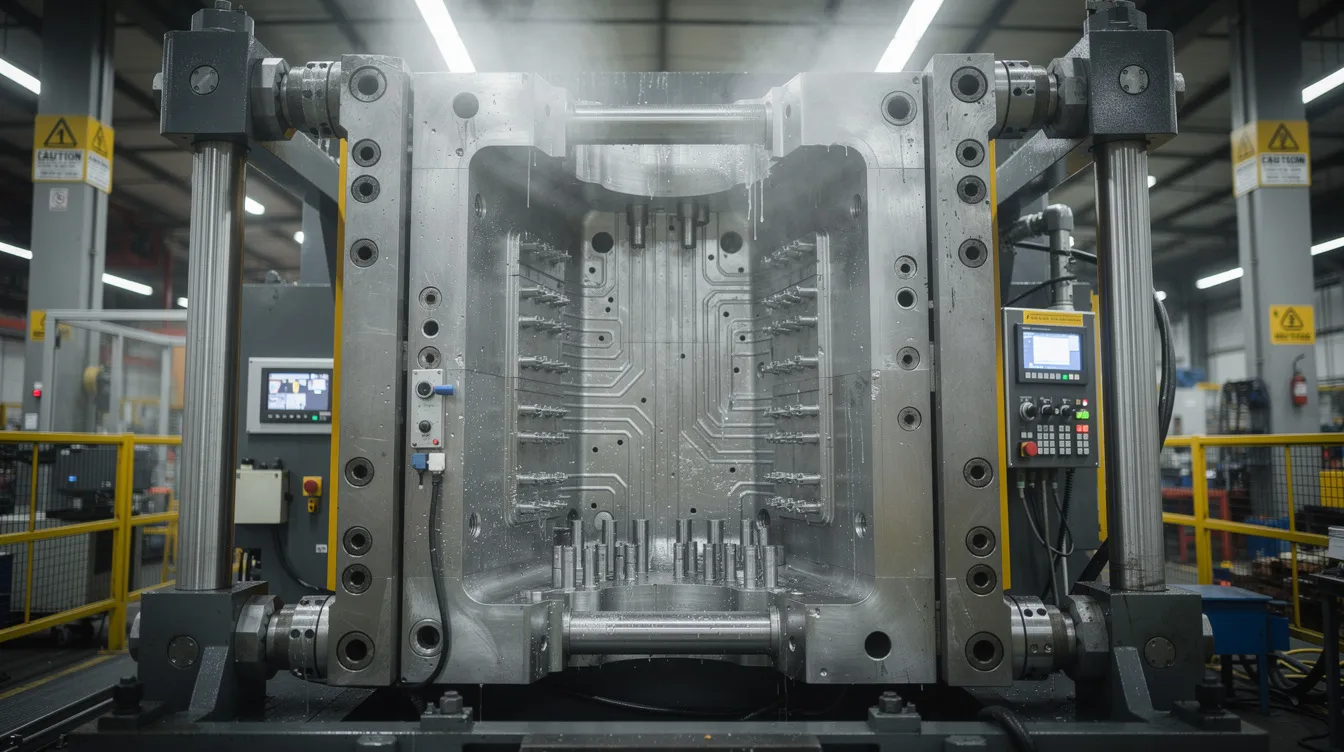
The die casting process begins with two die halves mounted inside a casting machine. The cover die half is clamped to the stationary platen, while the ejector die half attaches to the moving platen. The machine closes these halves under enormous clamping force-often hundreds to thousands of tons-to resist the high pressures involved during injection. In a cold chamber machine, molten metal is melted in an external furnace, ladled into a shot chamber, and then a hydraulic plunger drives it into the die cavity. In hot chamber machines, the injection system is submerged in the molten metal bath.
The HPDC process is cyclical and often fully automated. Here are the main stages:
-
Mold preparation: Mold preparation involves cleaning and lubricating the mold interior. Lubricants help control die temperature and assist in casting removal.
-
Metal dosing: Molten metal is measured and transferred to the shot chamber (cold chamber) or drawn through the gooseneck (hot chamber).
-
High pressure injection: Molten metal is injected into the die cavity at high speed and high pressure, filling thin walls and complex geometries in fractions of a second. Injection is often staged-slow fill, fast fill, then intensification.
-
Solidification and cooling: The metal solidifies under sustained pressure. The cooling process uses internal water channels, bubblers, and baffles to extract heat uniformly.
-
Die opening and ejection: The casting machine opens the die halves. Ejector pins are used to remove solidified parts from the mold.
-
Trimming and finishing: Trimming removes excess material like flash and gates. Automated trimming machines improve production throughput, and effective trimming prevents compromise to casting’s mechanical properties while enhancing dimensional accuracy and final part geometry. Trimming is crucial for meeting strict product specifications.
HPDC allows for fast cycle times in manufacturing. High pressure die casting achieves cycle times of 200 to 300 shots per hour, and high pressure die casting can produce wall thicknesses as thin as 1 mm. The process minimizes porosity due to high pressure and rapid solidification, and HPDC creates parts with excellent surface finishes minimizing secondary machining. In many cases, high pressure die casting offers excellent surface finishes, often requiring no additional machining.
At Anebon, process parameters-fill time, intensification pressure, die temperature, and spray patterns-are tuned together with die design to deliver repeatable quality and minimal porosity across every production run.
Types of High Pressure Die Casting Dies
Die configuration is driven by two factors: the casting method (hot chamber vs cold chamber process) and the part geometry. Getting this choice right determines alloy compatibility, cycle economics, and die longevity.
Hot Chamber vs Cold Chamber Dies
Hot chamber dies are suitable for low-melting-point alloys like zinc. Since hot chamber die casting is limited to low melting point metals, these dies work with alloys that melt below roughly 420 °C-primarily zinc alloys, and some magnesium alloys. The injection system stays immersed in the molten metal bath, enabling very rapid cycles.
Cold chamber die casting is used for high melting point alloys, most notably aluminum (melting around 660–710 °C) and copper-based metals. Cold chamber die casting requires external melting in a furnace, with molten metal ladled into the shot chamber before each shot. This adds cycle time but opens the door to the structural, lightweight alloys that dominate automotive and aerospace applications. High pressure die casting is commonly used for aluminum and zinc alloys across virtually every manufacturing sector.
Cavity Configurations
|
Configuration |
Description |
Typical Use |
|---|---|---|
|
Single-cavity |
Designed to produce one part per cycle |
Large automotive brackets, gearbox housings |
|
Multi-cavity |
Several identical cavities in one die |
Small electronic housings, connectors |
|
Family die |
Multiple different but related parts per shot |
OEM assemblies requiring matched components |
Single-cavity dies are designed to produce one part per cycle, making them suitable when part size is large or geometry is complex. Multi-cavity dies allow for several parts to be produced in one cycle, driving down cost per piece for smaller components at high volumes. Family dies produce several different but related parts sharing common runner and gate systems-economical when an OEM assembly demands matched production quantities, though flow balancing becomes more complex.
Anebon mainly engineers cold chamber high pressure dies for aluminum die casting of structural and thermal management parts, but we support zinc and magnesium projects where requirements justify it.
Design of High Pressure Dies for Complex Parts
Die design is the key factor enabling complex shapes, thin walls, and tight tolerances in high pressure die casting. The process is ideal for producing complex geometries in automotive parts, electronics housings, and medical device enclosures-but only if the die itself is engineered correctly.
Core Design Elements
-
Cavity and core geometry: Uniform wall thickness, smooth transitions, and adequate fillet radii reduce stress concentrations and promote even metal flow. Draft angles (typically ~1° external, more for internal features) allow clean ejection.
-
Parting line selection: The parting line should minimize flash, simplify ejection, and avoid intersecting critical functional surfaces.
-
Gating and runner design: Mold design includes strategic placement of gates and vents. Ingate location, runner balance, overflow wells, and vent positioning are calculated to prevent turbulence, air entrapment, and cold shuts.
-
Slides, lifters, and core pulls: Dies with moving cores create features that cannot be demolded easily-undercuts, internal bosses, side holes. These mechanisms add tooling cost but enable geometries that would otherwise require secondary machining or multi-part assemblies.
-
Conformal cooling: Channels, baffles, and bubblers manage die temperature across thick and thin sections, preventing hot spots that lead to heat checking, shrinkage, or soldering.
Mold design uses CAD software for precise dimensional specifications. At Anebon, we use CAD/CAM combined with casting flow simulation and thermal analysis during DFM reviews to optimize gate location, venting, and wall thickness before cutting steel. This reduces trial iterations, shortens lead time, and improves first-shot success rates.
Material Selection and Hardening of Dies
Die material must survive the relentless combination of high pressure, thermal cycling, and erosion by molten metal-shot after shot, tens of thousands of times.
The most widely used die steel for high pressure dies is H13 (also designated 1.2344 or SKD61), a hot-work tool steel containing approximately 5% chromium along with molybdenum and vanadium. H13 delivers the balance of hot hardness, toughness, and thermal fatigue resistance that aluminum die casting demands. Typical working hardness is 44–48 HRC, which balances wear resistance against the risk of cracking. Hardness above roughly 52 HRC increases brittleness and susceptibility to heat checking.
Surface treatments extend die life in aggressive zones:
-
Nitriding forms a hard, nitrogen-rich surface layer that resists soldering and erosion
-
PVD coatings (e.g., TiAlN) reduce chemical interaction between the die and molten aluminum
-
Polishing and EDM finishing improve flow characteristics and surface finish on castings
Insert construction-separate cavity inserts, core inserts, and shot sleeve liners-allows localized replacement in high-wear zones such as gates and runners, without scrapping the entire die block. Aluminum is the most commonly used die casting metal in cold chamber operations, and its aggressive nature toward steel makes insert modularity especially valuable.
Anebon selects die steel and surface treatments based on the alloy (Al, Zn, Mg), anticipated shot volume, and the expected production life-whether tens of thousands or hundreds of thousands of shots.
Tolerances, Precision, and Repeatability
HPDC’s ability to hold precise, repeatable dimensions is one of its defining advantages over other casting process alternatives. High pressure die casting produces parts with tolerances of ±0.001 in to ±0.004 in on as-cast features-dramatically tighter than sand casting or gravity casting, which may require several times more machining to achieve equivalent accuracy.
Factors that influence dimensional accuracy in production include:
-
Die rigidity and alignment
-
Machine locking force stability
-
Thermal control of the die during continuous running
-
Progressive die wear over thousands of cycles
For reference, well-designed aluminum pressure die casting dies typically hold linear tolerances of ±0.05–0.10 mm over 100 mm, with tighter local control on critical features. Surface finish from a new die can reach Ra 0.8 µm, with as-cast surfaces commonly in the Ra 1.6–3.2 µm range.
At Anebon, we combine precision die design with in-house CNC machining (including 5-axis) and CMM inspection to achieve excellent dimensional accuracy on demanding geometries. Critical machined features-bearing bores, sealing faces, mating surfaces-can be held to ±0.002 mm, meeting the requirements of aerospace and medical components where smooth surface finishes and high dimensional accuracy are non-negotiable.
High Pressure Die Casting: Hot Chamber vs Cold Chamber Dies
Both hot chamber die casting and cold chamber are high pressure casting processes, but they use fundamentally different die and machine configurations suited to different alloys and applications.
Hot Chamber Process
In the hot chamber process, the injection system is submerged directly in the molten metal bath. Hot chamber die casting uses a gooseneck mechanism for metal transfer, drawing metal from the furnace and injecting it directly into the die cavity. Hot chamber machines can achieve 15 cycles per minute, making this the fastest metal casting process available for suitable alloys.
This process works exclusively with low melting point metals. Zinc die casting offers high aesthetic appeal and tight tolerances, and zinc alloys like Zamak 3 are known for dimensional stability. Magnesium alloys are lighter than aluminum and easier to cast, making them another candidate for hot chamber machines where component weight is paramount.
Dies for the hot chamber process experience lower thermal shock per cycle but must resist continuous immersion and erosion at the gooseneck, nozzle, and plunger contact surfaces.
Cold Chamber Process
The cold chamber process separates the injection mechanism from the molten metal. Metal is melted externally, ladled into the shot chamber, and then injected at very high pressure. Cold chamber die casting is used for high melting point metals-primarily aluminum, but also copper-based alloys and some magnesium grades.
Cold chamber dies face more severe thermal fatigue and erosion due to higher metal temperatures (670–710 °C for aluminum versus ~400 °C for zinc). Accordingly, these metal dies demand higher-grade steels, more sophisticated cooling systems, and more frequent maintenance.
Selecting the Right Process
|
Factor |
Hot Chamber |
Cold Chamber |
|---|---|---|
|
Best alloys |
Zinc alloys, some magnesium |
Aluminum, copper, some magnesium |
|
Cycle speed |
Very fast (~15 cycles/min) |
Moderate (200–300 shots/hr) |
|
Part size |
Small to medium |
Small to large |
|
Surface finish |
Superior quality cosmetic finishes |
Good, often Ra 1.6–3.2 µm |
|
Strength & weight |
Lower strength, heavier (zinc) |
High strength-to-weight (aluminum) |
From an OEM perspective: choose hot chamber and zinc for very fine details, cosmetic consumer electronics parts, and connectors. Choose cold chamber aluminum for lightweight structural parts, heat-dissipating housings, and engine blocks or EV components requiring corrosion resistance.
Anebon’s core high pressure die expertise lies in cold chamber aluminum die casting for medium to large series production, where we combine casting with precision CNC machining to deliver finished components.

Performance, Lifespan, and Maintenance of High Pressure Dies
Die performance over time directly impacts part quality, cost per piece, and delivery reliability. A well-managed die program treats the tool as a production asset with a defined lifecycle, not a one-time purchase.
Die Life Expectations
Typical die life for aluminum cold chamber dies ranges from 80,000 to 150,000 shots, depending on alloy, temperature control, part complexity, and maintenance discipline. Zinc dies generally achieve longer lives due to lower operating temperatures and reduced thermal cycling stress. Simpler die geometries last longer; dies with multiple sliders, thin cores, and aggressive gate velocities may require maintenance more frequently.
Common Failure Modes
-
Heat checking: Fine surface cracks from repeated heating and cooling cycles, eventually transferring crack patterns to the finished casting
-
Soldering: Aluminum adhering to die surfaces, disrupting fill patterns and surface finish
-
Erosion: Wash-out at gates, runners, and sharp corners where molten metal fills the cavity at high speeds
-
Dimensional drift: Progressive wear changes cavity dimensions, causing parts to drift out of tolerance
-
Thermal fatigue cracking: Deep cracks forming around fillets, holes, or insert interfaces under sustained cyclic loading
Preventive Maintenance Practices
Consistent preventive maintenance extends die life and protects part quality:
-
Scheduled polishing of cavity surfaces to remove buildup and incipient cracks
-
Re-nitriding or re-coating inserts at defined shot count intervals
-
Replacement of gate inserts, runners, and nozzle tips when erosion exceeds thresholds
-
Inspection of ejector pins, slides, and alignment at every maintenance stop
-
Shot count logging, temperature and pressure data recording to predict maintenance windows
Common applications of HPDC include automotive components and industrial equipment, where unplanned downtime in mass production can cost thousands of dollars per hour. Die monitoring systems-shot counters, thermocouples, pressure sensors-feed data that helps predict maintenance intervals before failures occur.
Anebon offers full die lifecycle management for OEM customers, including refurbishment, modification for design changes, and long-term die storage with corrosion prevention for repeat orders.
Reducing Defects via Die and Process Optimization
Defect reduction in high pressure die casting-targeting porosity, cold shuts, misruns, and flash-requires simultaneous optimization of die design and casting process parameters.
Proper venting and overflow placement allow trapped air to escape before the molten metal fills the last portions of the cavity. Balanced runners ensure each section of the mold cavity receives metal at the correct temperature and velocity, preventing cold shuts in thin ribs and bosses.
Vacuum die casting is used for high-stress parts requiring post-casting heat treatment. In this direct injection die casting variant, the die cavity is evacuated before injection, dramatically reducing gas entrapment. This is critical for pressure-tight aluminum components like pump housings, EV drive cases, and hydraulic manifolds. Similarly, squeeze die casting eliminates porosity in heavy-duty parts through indirect squeeze casting techniques that apply pressure during solidification-valuable for components where mechanical integrity under fatigue loading is paramount.
Additional defect-reduction strategies include:
-
Controlled die temperature via optimized spray patterns for lubricants
-
Shot profile adjustment (slow–fast–intensify) to reduce turbulence and shrinkage during the cooling process
-
Smooth, polished cavity surfaces to minimize flow disruption
Anebon integrates DFM feedback, simulation, and in-process quality checks-including X-ray inspection and leak testing where required-to meet demanding OEM specifications consistently across production runs.
Applications of High Pressure Die Casting Dies by Industry
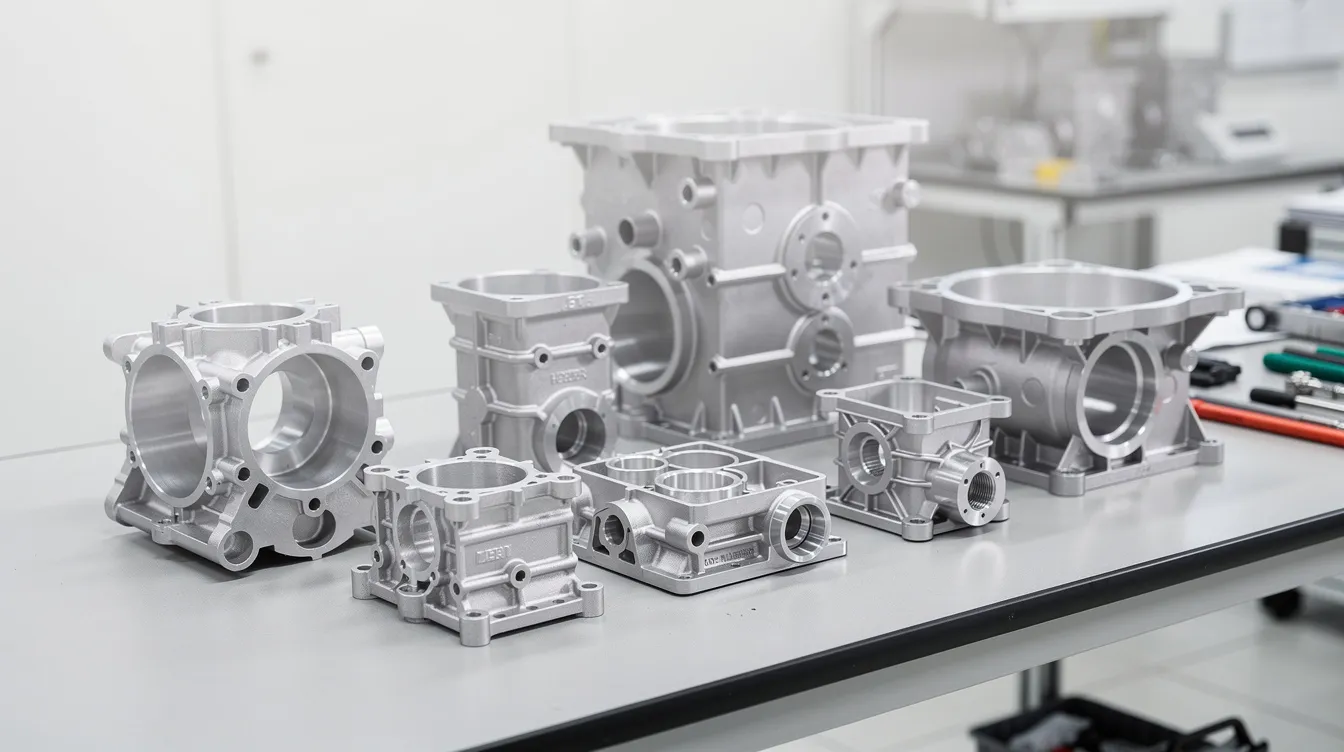
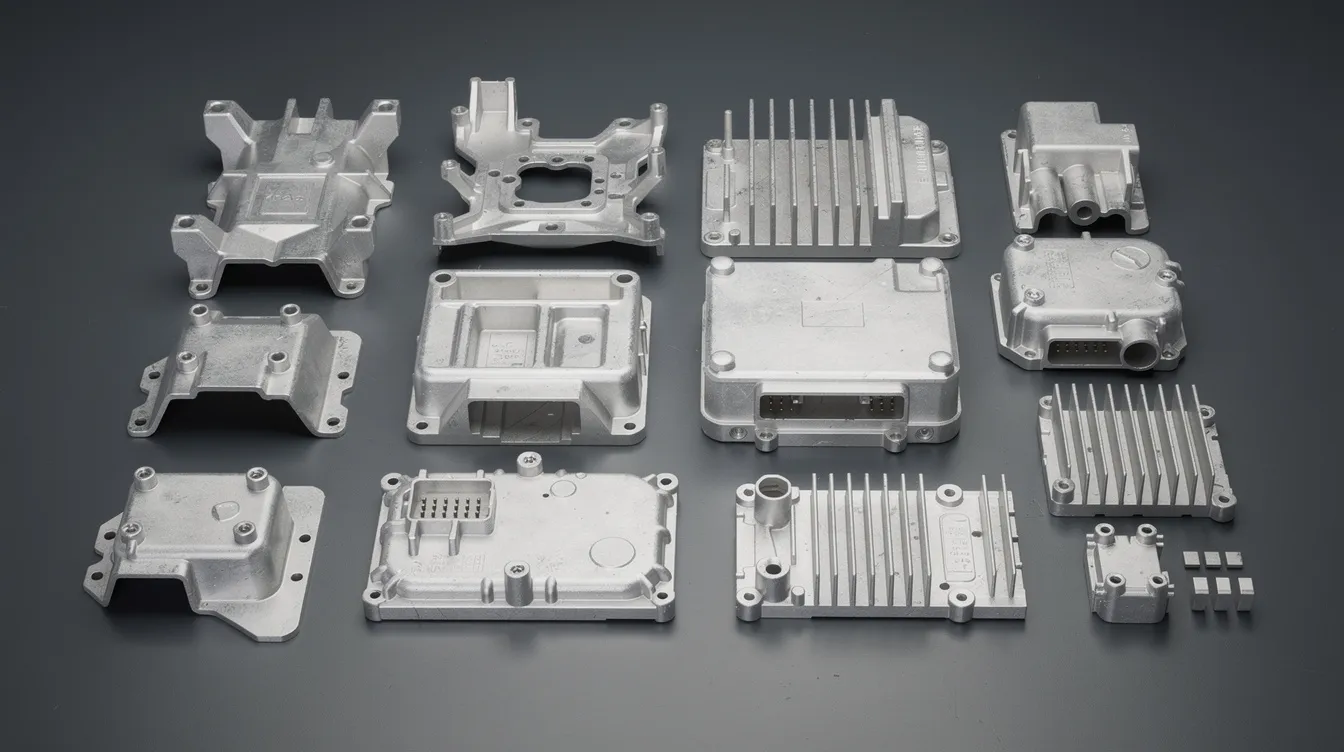
Well-designed high pressure dies support production of complex parts across multiple sectors where consistent quality, tight tolerances, and high volume production intersect.
Automotive: High pressure die casting is widely used in the automotive industry for engine and transmission housings, steering and suspension brackets, and-increasingly-EV inverter housings, battery cooling plates, and structural chassis components. The cold chamber process produces lightweight aluminum parts that contribute directly to vehicle efficiency and range.
Electronics: The electronics industry uses high pressure die casting for connectors and housings, including thin-walled enclosures, heat sinks, and shielding components for consumer electronics. HPDC enables intricate ribbing, venting foils, and integrated mounting features at production speed.
Aerospace: Aerospace components are often produced using high pressure die casting-lightweight structural brackets, actuator housings, and avionics enclosures requiring consistent microstructure and tight tolerances.
Medical devices: High pressure die casting is essential for manufacturing medical devices, including imaging equipment frames, pump housings, and robotic surgical components that demand high dimensional accuracy and reliable surface finish for downstream coating or anodizing.
Industrial machinery and robotics: Motor housings, gearbox casings, fixture plates, and automation components benefit from the stiffness-to-weight ratios achievable through this manufacturing method. High pressure die casting also produces components for the energy sector, including inverter enclosures and power distribution housings.
Anebon focuses on B2B/OEM projects in these segments, supplying custom die castings plus CNC machining and surface treatments as a single integrated service-eliminating the coordination overhead of managing separate casting and machining vendors.
Partnering with Anebon for High Pressure Die Casting Dies and Parts
Anebon Metal Products Limited is an ISO 9001:2015 and ISO 14001:2015 certified manufacturer based in Dongguan, Guangdong, China, serving overseas OEMs since 2010. We deliver an end-to-end capability that covers every stage from concept to production:
-
DFM and die design using CAD/CAM and casting simulation
-
Die manufacture with optimized steel selection and surface treatment
-
High pressure die casting production (primarily cold chamber aluminum, with zinc and magnesium capability)
-
Post-cast CNC machining including 5-axis, holding tolerances to ±0.002 mm on critical features
-
Surface finishing (anodizing, powder coating, plating) and full quality assurance with CMM, optical measurement, and functional testing
A typical engagement follows a clear flow: NDA, RFQ with 3D models and specifications, DFM review, mold design approval, pilot samples, PPAP or first article inspection, then ramp to full mass production. This produce castings workflow ensures that every die concept is validated before volume commitment.
Whether your project involves a single-cavity prototype tool or a multi-cavity die for high-volume automotive programs, getting the die right is the foundation of every successful HPDC program. Contact Anebon’s engineering team to review your die casting project, select the optimal casting process and die concept, and request a quote today.