Understanding Computer Numerical Control: A Comprehensive Guide
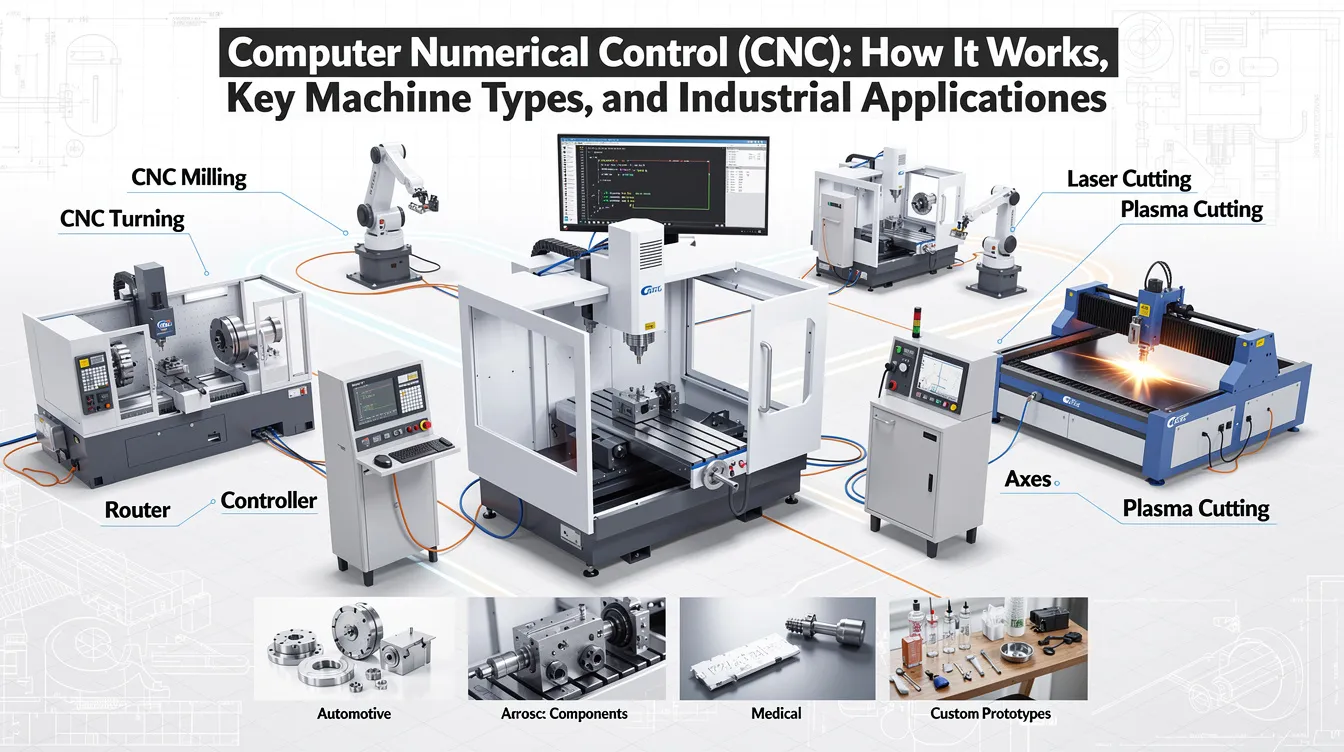
Computer Numerical Control (CNC): How It Works, Key Machine Types, and Industrial Applications
Introduction to Computer Numerical Control
Computer numerical control cnc is the technology that transformed manufacturing from a hands-on craft into a digitally driven discipline. At its core, cnc technology interprets software commands to dictate the movement of factory tools – cutting, drilling, milling, and shaping raw material into finished parts with minimal human intervention. The first nc machines were built in the 1940s and 1950s, and since then the technology has evolved from punch-tape readers into sophisticated multi-axis systems capable of micron-level precision.
CNC machining is a subtractive manufacturing process: material is removed from a solid block or bar, which contrasts sharply with manual machining (where an operator guides every cut by hand) and additive methods like 3D printing (where material is built up layer by layer). The subtractive approach excels when tight tolerances, superior surface finishes, and material strength are non-negotiable.
Common cnc machines – cnc mills, cnc lathes, cnc routers, and cnc milling machines – form the backbone of modern OEM manufacturing across aerospace, medical, automotive, and electronics sectors. At Anebon Metal Products Limited, we use cnc technology daily to produce high precision metal and plastic parts for overseas OEMs, from single rapid prototypes to full-scale production runs.
What Is Computer Numerical Control (CNC)?
CNC stands for computer numerical control – the use of computers to control a machine tool through numerical data. This data takes the form of programming languages known as g code and m code, which tell the machine exactly where to move, how fast to spin, and when to engage auxiliary functions like coolant control. John Parsons created the first numerical control machine in 1949, and the first commercially available CNC machine was introduced in 1952. CNC machines were first patented in 1958, cementing the technology’s place in industrial production.
The modern workflow begins in computer aided design software – tools like SolidWorks or CATIA – where an engineer models every dimension and tolerance of a part. That CAD file is then imported into cam software (computer aided manufacturing platforms) that generate optimized toolpaths and post-process them into a cnc program. This program, loaded into the machine’s control unit, is what drives the actual machining.
Here is how cnc machines work at a high level: the CNC controller reads the program block by block, sends position and velocity commands to servo motors on each axis, and continuously compares commanded positions against actual positions using encoders and linear scales. This closed loop system ensures accuracy within microns, allowing cnc systems to achieve machining accuracy down to 0.01 mm and, in ultra-precision setups, tolerances as tight as ±0.002 mm.
CNC systems are versatile and compatible with various materials including metals and plastics, making them applicable across virtually every manufacturing industry.
How CNC Machines Work: From CAD Model to Finished Part
The journey from idea to finished part follows a repeatable workflow: design, programming, setup, machining, and inspection. Each step directly affects part quality, cycle time, and cost.
Engineers start by creating a 3D model in cad software, defining all critical dimensions, geometric tolerances (flatness, concentricity, perpendicularity), and surface finish callouts. The model acts as the single source of truth – every downstream decision traces back to it. CNC processes involve creating a CAD file that is converted into instructions for a machine, so precision at this stage is foundational.
Next, the CAD file moves into computer aided machining software. Here, a programmer selects appropriate cutting tools, defines strategies (roughing, semi-finishing, finishing), and generates toolpaths. The cam software then post-processes these toolpaths into g code tailored to the specific cnc machine controller. CNC drills can automatically ream and tap holes at precise depths, and these drilling operations are programmed alongside milling and turning in the same session when using modern machining centers.
Machine setup follows: the operator secures the workpiece in a fixture or vise, establishes the work coordinate zero-point, enters tool length and radius offsets, and typically runs a test run to confirm the program will not crash the tool or spindle into the workpiece. This dry run catches programming errors before any material is cut.
During actual machining, cnc mills and cnc lathes interpolate along X, Y, and Z axes (and rotary axes on multi-axis machines), managing spindle speed, feed rate, and coolant delivery in real time. Feedback loops continuously correct for any deviation between the commanded and actual positions.
Finally, in-process and final inspection – using CMMs, surface profilometers, and go/no-go gauges – verifies that the part meets specification. This measurement data feeds back into cnc programming improvements for subsequent batches.

Role of CNC Programming, G-code, and M-code
G code commands specific movements of cnc machines: G00 for rapid positioning, G01 for linear interpolation, and G02/G03 for circular arcs. M code controls external operations in cnc programming – spindle start (M03), coolant on (M08), tool change (M06), and program stop (M30) are among the most common. Together, these codes form a structured cnc program. CNC programs often start with a percent symbol and program number, followed by a header block with safety lines, then sequential operation blocks, and finally end-of-program commands.
At Anebon, cnc machinists use 3D CAM with advanced post-processors and full simulation to verify every toolpath before it reaches the shop floor. This practice eliminates costly tool crashes, reduces scrap, and shortens lead times. Skilled programmers remain essential – particularly for 5-axis CNC machining and complex surfaces where axis movement coordination demands deep expertise.
Closed-Loop Control, Cartesian Coordinates, and Precision
Industrial cnc machines use a closed loop system where servo motors and encoders on every axis keep positions within programmed tolerances. Open loop stepper systems – which use stepper motors without position feedback – appear in lighter-duty cnc routers and hobby machines, but lack the accuracy needed for industrial production.
The 3D Cartesian coordinate system (X, Y, Z) defines every tool position relative to a work offset, while rotary A, B, and C axes add orientation control on multiple axes. Mechanical factors like ball screws, backlash compensation, and thermal stability all influence the final numerical precision.
CNC machines offer dimensional accuracy often to the micron level, crucial for industries like aerospace and medical devices. CNC programming can achieve precision tolerances as small as 0.00004 inches on critical features. At Anebon, our high precision machined parts regularly hold ±0.002 mm for demanding OEM applications.
Main Types of CNC Machines and Their Uses
CNC machinery comes in many configurations, but each machine type is fundamentally defined by its primary motion pattern – whether the tool rotates, the workpiece rotates, or a beam does the cutting. Most modern cnc machines are multi-function, yet classification by process helps engineers choose the right manufacturing method for each part.
Anebon operates a mix of 3-axis and 5-axis cnc mills, cnc lathes with live tooling, and auxiliary processes to handle complex operations across the full spectrum of OEM projects.
CNC Milling Machines and Machining Centers
A milling machine uses rotating cutting tools to remove material from a stationary workpiece. Vertical machining centers (VMCs) and horizontal machining centers (HMCs) are the most common configurations in a CNC machining center setup.
Three-axis cnc mills handle straightforward prismatic parts. Four- and five-axis machines add rotary axes, enabling undercuts, continuous surface machining, and complex shapes that would otherwise require multiple setups. CNC milling machines can produce complex geometries on multiple axes – CNC machines can produce complex shapes through multi-axis milling, which is why they dominate aerospace and medical part production.
Typical components include aluminum housings, heat sinks, medical instrument bodies, and complex aerospace brackets machined from aluminum 7075, titanium, or stainless steel.

CNC Lathes and Turning Centers
CNC lathes – sometimes called turning machines – rotate the workpiece while fixed or driven tools perform turning, facing, grooving, threading, and boring. CNC lathes perform complex tasks like threading and contouring, producing rotationally symmetric parts with tight concentricity.
Modern lathes with live tooling and sub-spindles function as multi-tasking turning centers, completing a part in one setup (“done-in-one”). Examples include automotive shafts, threaded connectors, medical fasteners, and hydraulic components. Anebon’s stainless steel CNC turning parts capability covers both metals and engineering plastics for high-volume, repeatable OEM components.
CNC Routers
CNC routers are used for cutting softer materials like wood and plastics, as well as composites and thin aluminum sheet. They feature large work envelopes and high-speed spindles optimized for rapid material removal on panels, enclosures, and signage.
Compared to rigid cnc mills, routers trade stiffness for travel range – making them well suited for composite panels in transportation or large plastic housings for electronic components.
Other CNC Machine Types (EDM, Laser, Plasma, Grinders)
Wire edm and sinker edm use a fundamentally different approach. Electrical Discharge Machines (EDM) use electrical sparks to shape hard metal parts, achieving tolerances around ±0.005–0.01 mm in hardened tool steel for mold and die production.
CNC lasers and cnc plasma cutters use beams or gas to cut materials like metal and plastic. Laser cutters provide more accuracy than traditional cutting tools, while cnc plasma cutters handle thicker sheet metal at high speed with minimal tooling requirements.
CNC grinders can work in micrometers for precise tool sharpening and finishing of bearing surfaces – essential when Ra values below 0.4 µm are required. Anebon complements its cnc machining services with die casting and sheet metal fabrication, frequently combining multiple processes in a single OEM project.
Key Components of a CNC Machine
Every cnc machine relies on the interplay of several subsystems: mechanical structure, spindle, control unit, drives, feedback devices, and user interface. Understanding these elements helps design engineers communicate requirements more effectively with manufacturing partners.
Machine Structure, Axes, and Spindle
The base, column, and table form a rigid foundation that minimizes vibration and thermal deformation during machining operations. Linear axes (X, Y, Z) provide translational movement – a typical mid-size machining center offers 500–1,000 mm of travel per axis – while rotary axes (A, B, C) enable axis movement for advanced jobs on five-axis machines.
Spindle power, speed, and tooling interface (BT, CAT, or HSK tool holders) determine how aggressively the machine can cut. High-speed spindles (10,000–20,000+ RPM) excel in aluminum, while lower-speed, high-torque spindles handle tough alloys like titanium. These factors directly affect material removal rate and surface finish.
CNC Controller, Drives, and Feedback System
The CNC controller is the “brain” that interprets g code and calculates position commands in real time. G code controls the axis movement while coordinating spindle, feed, and auxiliary functions. Servo drives translate these commands into physical motion, with acceleration and jerk limits carefully tuned to prevent overshoot.
Feedback elements – rotary encoders on motors and linear scales mounted directly on axes – close the loop. This ensures commanded and actual positions match within microns. Modern features like look-ahead processing, high-speed machining modes, and toolpath smoothing allow cnc systems to handle complex 3D surfaces without sacrificing speed or finish quality.
Human–Machine Interface, Probes, and Tooling
The operator panel and touchscreen serve as the human–machine interface where cnc machinists load cnc programs, set work offsets, and adjust spindle and feed overrides. This is where the operation’s external movements and parameters are monitored during the production process.
Spindle and table probes enable automated workpiece setup, in-process measurement, and adaptive machining – reducing setup times significantly. Tooling systems (carbide end mills, drills, inserts, modular toolholders) directly impact cycle time and part quality. Each tool change is programmed into the sequence, and many machines hold multiple tools in automatic tool changers for uninterrupted cnc operation. At Anebon, standardized tooling and probing routines help us deliver fast turnarounds for rapid prototyping and small production runs.

Industrial Applications of CNC Machining
CNC technology is widely used in aerospace and medical industries – and well beyond. Wherever reliability, repeatable tolerances, and material integrity matter, cnc machining is the production method of choice. Here’s how it applies across Anebon’s core customer sectors.
Aerospace and Defense
Typical cnc-machined aerospace parts include structural components, actuator housings, manifolds, and interior hardware machined from aluminum 7075, titanium alloys (Ti-6Al-4V), and high-temperature superalloys. Tolerances of ±0.01 mm and surface roughness requirements of Ra ≤0.8 µm on sealing or aerodynamic surfaces are standard. Traceability, FAI reports, and PPAP-type documentation are routinely requested by aerospace OEMs, and Anebon’s quality control systems are structured to deliver these.
Medical Devices and Equipment
Surgical instrument handles, implant prototypes, diagnostic equipment frames, and fixtures demand burr-free edges, fine surface finishes, and strict dimensional control for patient safety. Materials include stainless steel (316L, 17-4PH), titanium, and biocompatible plastics like PEEK. Anebon supports medical OEMs through rapid prototyping of new device designs before regulatory approval and mass production ramp-up.
Automotive and E-Mobility
Representative parts include an engine block, motor housings, gearbox components, suspension fittings, and battery cooling plates. CNC lathes and cnc milling machines handle both prototyping and serial production of precision automotive components in aluminum, cast iron, steels, and copper alloys. Anebon serves both combustion-era and emerging EV components with flexible batch sizes from prototype through volume production.
Electronics, Robotics, and Industrial Machinery
CNC-machined parts for electronics range from aluminum enclosures and heat sinks to brackets, connector housings, and printed circuit boards fixtures used in telecom and consumer devices. Robotics OEMs need precise small structural components like end-effector brackets, gear housings, and sensor mounts. Because cnc technology eliminates the need for hard tooling, design engineers can iterate quickly – design changes in CNC manufacturing can be implemented in a matter of minutes by modifying digital files. Anebon supports global electronics and robotics OEMs with both rapid prototypes and ongoing low-to-medium volume production.
Advantages and Limitations of CNC Technology
CNC has become the standard manufacturing process for precision parts, but like any production method, it comes with trade-offs. Understanding both sides helps OEM decision-makers choose the right approach – and the right partner.
Core Advantages: Precision, Repeatability, and Efficiency
CNC machines can achieve precision tolerances as small as 0.00004 inches, and their repeatability ensures that the thousandth part is identical to the first – critical for interchangeable OEM parts in global supply chains. CNC technology allows for automated machining with minimal human intervention, meaning fewer operators are needed for cnc machines, reducing labor and operational costs.
Efficiency gains are significant: many machines can run lights-out, cnc technology allows for mass production with minimal supervision, and faster changeovers reduce downtime between jobs. CNC operations are automated, improving safety by removing operators from hazardous areas. CNC technology improves manufacturing speed and product quality simultaneously.
Flexibility is another major advantage. CNC machines can be quickly adapted for rapid prototyping by modifying digital files – no new hard tooling required. This makes cnc processes ideal for both one-off prototypes and high-volume production. At Anebon, this translates to fast quote turnarounds, quick setup, and scalable production.
Common Constraints: Investment, Skills, and Maintenance
CNC machines are generally more expensive than traditional nc machines, and advanced 5-axis cnc machinery, automation cells, and inspection equipment demand significant capital investment. CNC systems require skilled programmers for operation and maintenance – sophisticated cnc programming and setup need experienced engineers to avoid tool crashes and scrap.
Maintenance cannot be neglected. Alignment checks, lubrication systems, spindle health monitoring, and regular recalibration are necessary to preserve accuracy. Without them, thermal drift, backlash, and spindle runout degrade part quality over time.
For many OEMs, the most practical path is partnering with a specialized CNC machining provider rather than owning every capability in-house. This approach distributes the capital and expertise burden while ensuring access to the latest machining processes and quality control systems.
How Anebon Uses CNC Machining to Support OEM Projects
Anebon Metal Products Limited is an ISO 9001:2015 and ISO 14001:2015 certified precision manufacturer based in Dongguan, China, founded in 2010. Our core services span precision CNC machining (milling, turning, 5-axis machining), die casting, and sheet metal fabrication – all under one roof.
A typical engagement with overseas OEMs follows a clear path: RFQ submission, DFM feedback from our engineering team, material and process selection, prototyping, dimensional validation, and ramp-up to production. We use computer software for simulation and verification at every stage to automate machining processes and minimize human error.
Our materials portfolio covers aluminum (6061, 7075), titanium (Ti-6Al-4V), stainless steel (304, 316L, 17-4PH), copper alloys, and engineering plastics – paired with surface treatments including anodizing, plating, passivation, and powder coating. Quality assurance spans incoming material inspection, in-process probing, CMM measurement, and full traceability with safety procedures documented for every critical part.
Whether you need a single prototype to validate a concept or thousands of production parts with tight tolerances and complete documentation, we’re set up to deliver. Reach out to request a quote or share your CAD models for a free manufacturability review – our engineering team will respond with DFM feedback, lead-time estimates, and pricing within 24 hours.