The Best Methods on How to Remove Galvanized Coating Effectively
How to Remove Galvanized Coating from Steel (Safely & Effectively)
Galvanized coating is a zinc layer applied to steel to prevent rust and corrosion. Manufacturers use two main methods of galvanization: hot dip galvanizing, which produces a thick metallurgical bond at around 450 °C, and electro-galvanizing, which deposits a thinner, more uniform zinc coating through an electrolytic process. Both serve the same purpose – protecting the base iron and steel from the environment – but there are plenty of situations where that protective layer needs to come off.
OEMs and fabricators regularly need to remove galvanized coating before precision welding, repainting, tight-tolerance machining, or recycling. Removing galvanized coating is necessary for welding to avoid toxic fumes that endanger workers and compromise weld quality. This article covers the practical methods to remove galvanized zinc coating from galvanized metal, including muriatic acid (hydrochloric acid) stripping, mechanical removal, and safer chemical alternatives like vinegar and citric acid.
At Anebon Metal Products Limited, we work with overseas OEMs on precision metal fabrication daily, so the guidance here is framed around shop-floor and production use – not just weekend DIY stuff. A critical warning before you begin: removing galvanized coating involves hazardous chemicals and fumes. Always follow local regulations, whether that means OSHA standards in the U.S., EU directives, or GB standards in China.
When and Why You Need to Remove Galvanized Coating
Stripping zinc coatings is not always necessary, but in certain applications it is critical for quality, safety, or regulatory compliance.
-
Welding. Zinc coatings must be removed 1–4 inches from the weld zone before any arc or flame work. At welding temperatures, the zinc layer vaporizes, producing nasty fumes of zinc oxide. Zinc fumes from welding can cause metal fume fever, also known as zinc poisoning – a flu-like illness with symptoms including a metallic taste, throat irritation, fever, and chills. Zinc exposure can lead to serious health consequences if controls are not in place. For related techniques, see our guide on how to weld sheet metal with MIG.
-
Precision machining. High-precision CNC machining, tapping, or threading on a screw thread or bearing surface often demands bare steel. Even a few microns of soft zinc can throw off tolerances as tight as ±0.002 mm, making removal necessary before final passes.
-
Surface finishing. Paint, powder coating, and electroplating require clean, properly profiled steel for adhesion. Zinc oxide residues cause coatings to peel – paint simply will not stick to a contaminated surface. Our article on how to paint galvanized sheet metal covers this in detail.
-
Recycling and circular economy. In recycling, zinc vaporizes at lower temperatures than iron, creating dross and pollution in melt operations. Modern hydrometallurgical de-zincing plants – like the Meretec facility in East Chicago, which processes roughly 115,000 metric tons per year – strip zinc chemically to produce foundry-quality steel and recover zinc flakes.
-
DFM guidance. Anebon can either work directly on pre-galvanized parts or advise customers to remove galvanized layers in specific zones according to design-for-manufacturing feedback, reducing downstream effort and rework.
Safety First: Hazards of Removing Zinc Coatings
Removing galvanized coating, especially chemically with muriatic acid, creates toxic fumes and hazardous waste that must be controlled in any professional environment.
-
Health risks. Heating galvanized metal releases toxic zinc dust. Sanding galvanized metal creates harmful fine particles. Zinc fumes can cause symptoms like metallic taste and throat irritation, and prolonged or heavy exposure leads to metal fume fever. Acid vapors from hydrochloric acid burn skin, eyes, and lungs. Heating galvanized coatings is not recommended due to toxic fume release – never use a torch to burn off zinc unless you have industrial-grade fume extraction.
-
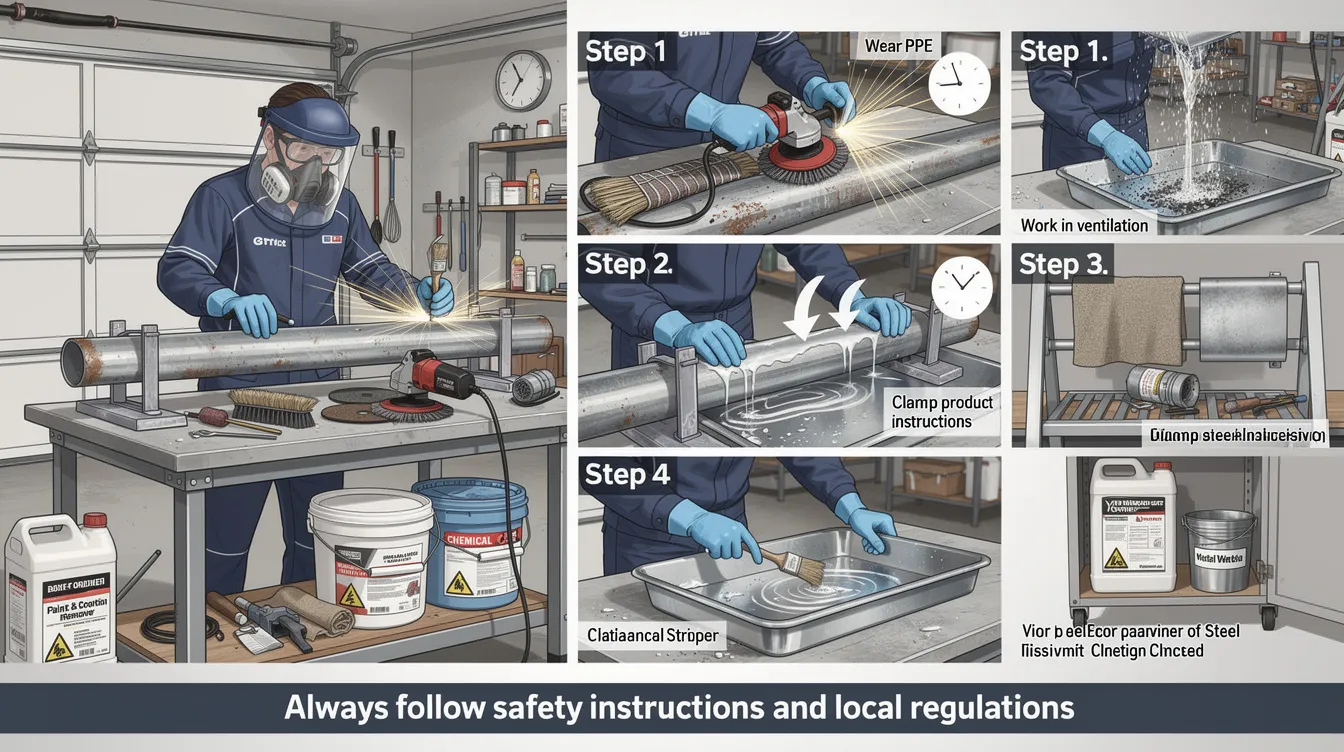
Essential PPE. Safety gear is essential when using corrosive chemicals for stripping coatings. Workers must wear full personal protective equipment when using muriatic acid: acid-resistant gloves, chemical splash goggles, face shield, long-sleeve chemical-resistant apron, and a NIOSH-approved respirator. Wearing a respirator is also recommended when mechanically removing galvanized coatings, as grinding and sanding produce fine dust containing zinc. Respiratory protection is non-negotiable.
-
Ventilation. Proper ventilation is necessary when working with acids or grinding galvanized steel. Muriatic acid produces dangerous fumes requiring robust ventilation – fume hoods, local exhaust, or fully outdoor setups for small shops. Industrial facilities use enclosed acid stripping tanks with scrubbers. Always work in a well ventilated area.
-
Environmental concerns. Spent acid solution containing dissolved zinc must be neutralized and treated as hazardous waste. Typical practice involves pH adjustment (adding alkali to precipitate zinc hydroxide), filtration, and handoff to licensed waste handlers. Improper discharge can contaminate water and soil.
-
Regulatory compliance. OSHA sets the permissible exposure limit for zinc oxide fume at 5 mg/m³ (8-hour TWA). Facilities certified to ISO 14001:2015 – including Anebon – must maintain documented procedures, SDS sheets, and environmental controls for every chemical process.

Mechanical Methods to Remove Galvanized Coating
Mechanical methods remove the zinc coating physically and are often the first choice near welds or for small-batch work.
-
Grinding and flap discs. Mechanical grinding is suitable for stripping specific areas of galvanized steel. Use an angle grinder with 40–80 grit flap wheels to remove zinc in controlled bands around weld zones. Take care not to grind deeply into the base metal – you want to remove the zinc layer, not gouge your material. The wear on discs increases with thicker hot dip coatings.
-
Sanding and filing. Hand files, belt sanders, and orbital sanders work well for small parts or thin sheet metal where tight control over material removal matters. Sanding is slower but produces a more uniform surface suitable for subsequent finishing.
-
Abrasive blasting. Aluminum oxide or garnet media at 60–80 psi can strip zinc from larger galvanized steel structures. This approach requires containment (blast cabinet or curtained area), adequate ventilation, and dust collection. Copper slag media should be avoided if the part will contact food or certain chemicals.
-
Pros and cons. Mechanical removal avoids acid handling and disposal costs, making it suitable for prototypes or localized weld prep. However, it generates dust, is less efficient for complex geometries, and risks dimensional changes on fine features.
-
Design tip. Anebon can specify “no-galvanize” or masking zones on engineering drawings – reducing the amount of mechanical de-zincing needed downstream and saving production time.

Chemical Methods: Using Muriatic Acid / Hydrochloric Acid
Chemical stripping is an effective method for removing zinc coatings across entire parts or complex shapes. Muriatic acid – the trade name for diluted hydrochloric acid, available at most hardware stores – is the fastest and most common chemical method used in industrial and workshop settings.
-
Acid selection. Typical shop practice uses 10–20% HCl in water. Always add acid slowly to water, never the reverse. Higher concentrations strip zinc faster but increase fume output, corrosion risk, and safety concerns. Muriatic acid poses significant safety risks during use.
-
The reaction. Hydrochloric acid reacts with zinc according to: Zn + 2 HCl → ZnCl₂ + H₂. The reaction produces hydrogen gas, visible as bubbles on the surface of the galvanized object. This bubbling confirms active zinc removal. Because hydrogen is flammable, keep the work area free of ignition sources – a spark could start a fire.
-
Equipment. Use non-metallic tanks (HDPE or PVC) and plastic or fiberglass fixtures. Never use copper or iron containers, as acid attacks them. Load and unload parts with plastic-coated tools to avoid direct hand contact with the acid bath.
-
Fume management. Covered tanks, local exhaust ventilation, and corrosion-resistant ducting are standard in modern fabrication plants. The accumulation of acid mist in enclosed spaces is dangerous.
-
Anebon’s approach. As an ISO 14001:2015 certified manufacturer, Anebon follows strict controls for chemical handling and waste treatment. We can advise OEMs on designing parts that minimize unnecessary chemical stripping – learn more about our sheet metal finish methods.
Step-by-Step: Acid Submersion to Remove Galvanized Coating
Here is a high-level workflow for chemically removing zinc coating using an HCl bath.
-
Pre-clean. Degrease the galvanized metal with an alkaline solution or solvent wash to remove oil and organic contaminants. This ensures even zinc removal across the surface.
-
Immerse. Gradually lower galvanized steel parts into the muriatic acid solution, ensuring full coverage of areas where you want to remove the zinc. Tilt parts to avoid trapped air pockets.
-
Monitor. Continuous bubbling shows active removal. Check every few minutes for thin electro-galvanized coatings (typically 5–10 µm). For heavy hot dip galvanized layers (45–100+ µm), check every 15–30 minutes.
-
Avoid over-etching. Remove parts as soon as bubbling stops and bare steel becomes visible. Leaving parts in too long attacks the base metal, causing pitting and dimensional changes – a serious concern for precision components with tight tolerances.
-
Time frames. Muriatic acid removes zinc coatings in minutes for thin electro-galvanized sheet metal. Medium hot dip coatings come off in about 10–30 minutes. Very thick coatings take longer depending on acid strength and temperature. Acids react with zinc to dissolve the coating without damaging base steel – when timed correctly.
Neutralizing and Rinsing After Acid De-Zincing
Neutralization and rinsing are critical to halt acid action and prepare the steel for its next process step.
-
Alkaline neutralizing bath. Prepare a solution of washing soda (sodium carbonate) or borax in water and fully soak the freshly stripped part for several minutes. This stops any residual acid reaction.
-
Verify neutralization. A quick pH strip check or simple “no bubbling” visual confirmation when transferring from acid to alkaline bath works as a basic shop-floor control.
-
Rinse thoroughly. Rinse the part with running fresh water or in a dedicated rinse tank to wash away all traces of acid and alkali from the steel surface.
-
Dry promptly. Use forced air or a low-temperature oven to dry parts and prevent flash rust. This step is especially important for precision-machined components where even light corrosion changes dimensions.
-
Protect immediately. Apply a light oil, rust inhibitor, primer, or zinc rich paints to bare areas – or proceed directly to the next process step (CNC finishing, powder coating, or assembly) before rust sets in.
Safer or Slower Chemical Alternatives (Vinegar, Citric Acid)
Facilities without full acid-handling infrastructure may prefer milder acids, trading speed for improved safety.
-
Vinegar (acetic acid). Household vinegar is typically 4–5% acetic acid. You can soak a galvanized object in white vinegar to remove zinc, but vinegar requires hours to remove zinc coatings – often overnight for anything beyond very thin layers. Note that 20% vinegar (horticultural grade) is 5–10 times stronger than regular vinegar and works noticeably faster. Vinegar’s acetic acid is safer than muriatic acid for occasional shop use. Vinegar produces hydrogen gas during zinc dissolution requiring ventilation, so never work in a sealed space.
-
Citric acid. Mix food-grade powdered citric acid with hot water to create a safer de-zincing bath. Citric acid strips zinc in 30 minutes to several hours depending on coating thickness – considerably faster than vinegar but slower than HCl.
-
Compared to muriatic acid. These alternatives produce far fewer fumes and are easier to handle safely, but the slower reaction may require light mechanical assistance with a wire brush to finish removal.
-
Still requires controls. Even mild acids produce hydrogen gas and zinc-containing waste. Work in a ventilated area and dispose of spent solution properly.
-
Choosing a method. OEMs and engineers should select based on batch size, part geometry, available safety equipment and infrastructure, and required turnaround times. For a deeper dive into sheet metal processes, see our guide on how to remove galvanized coating from sheet metal.
Post-Removal Surface Preparation for Welding, Coating, and Machining
Once you remove galvanized coating, the exposed steel is highly reactive and must be prepared promptly for its next process step.
-
Welding preparation. Light grinding or wire brush cleaning of bare steel around the joint minimizes porosity and spatter during welding. Post-weld, apply zinc rich paints or cold galvanizing compound if the joint needs corrosion protection.
-
Painting or powder coating. After zinc removal, pretreat the surface with phosphating or a suitable primer to ensure long-term paint adhesion and corrosion resistance.
-
Precision CNC machining. With the zinc coating gone, parts can be accurately fixtured and machined to tolerances as tight as ±0.002 mm without the soft zinc layer creating interference. Learn more about maintaining dimensional stability in multi-material machining.
-
Dimensional checks. Verify critical dimensions after any aggressive chemical or mechanical de-zincing. This is especially important on thin sheet metal or small precision components where even a few microns matter.
-
Process sequencing. Anebon coordinates with customers on sequencing – “machine first, then galvanize” versus “de-zinc localized areas only” – to balance cost, corrosion resistance, and tolerance requirements.
Design and Outsourcing Considerations for OEM Projects
If you are a design engineer or purchaser planning new assemblies that will be galvanized or partially de-zinced during production, a few upstream decisions can eliminate significant downstream rework.
-
DFM for galvanized parts. Call out specific “no galvanizing” or “remove zinc” zones on your drawings. This reduces acid usage and mechanical effort during fabrication.
-
Process planning. Combining CNC machining, sheet metal fabrication, and surface treatments in one shop streamlines decisions about when to apply or remove zinc coating – and cuts lead times.
-
Quality assurance. Visual inspection, coating thickness measurement (before and after), and full documentation are standard in ISO 9001:2015 environments. These records ensure traceability and confirm the process was done safely and correctly.
-
Sourcing strategy. Overseas OEMs should confirm with their manufacturing partner whether galvanized steel will be supplied pre-coated, coated after fabrication, or locally de-zinced in specific areas. Getting this right avoids surprises at assembly.
-
Get in touch. Contact Anebon Metal Products Limited for technical review of your galvanized components, DFM feedback on when to remove galvanized coating, and a custom manufacturing quote.
Conclusion: Choosing the Right Method to Remove Galvanized Coating
The main options to remove galvanized coating are mechanical grinding for localized areas, fast but hazardous muriatic acid (hydrochloric acid) stripping for batch processing, and slower but safer alternatives like vinegar or citric acid for smaller operations.
-
The “best” method depends on part geometry, production volume, safety infrastructure, and downstream processes like welding or CNC machining. There is no one-size-fits-all answer.
-
Correct neutralization, rinsing, and quick protection of bare steel are essential to prevent corrosion and maintain dimensional accuracy. Skip these steps and the effort of stripping is wasted.
-
Anebon supports OEM clients from design through production and surface treatment, helping specify when to use galvanized coatings and when to remove zinc to meet performance and regulatory requirements. Reach out for a quote and let us handle the hard stuff.