The Best Machining Center: Types, Features, and Applications Explained
Machining Center: Definition, Types, Components & Industrial Applications
A machining center is one of the most versatile pieces of equipment in modern manufacturing. If you source precision metal or plastic parts for your products, understanding how these machines work will help you make better decisions about suppliers, tolerances, and cost.
This guide covers everything from the core definition and history to the main types, components, operations, and industrial applications of machining centers.
Overview: What Is a Machining Center?
A machining center is a CNC machine tool designed to perform multiple machining operations – milling, drilling, boring, and tapping – in one setup. Unlike conventional milling machines that require manual tool changes and repositioning, a machining center integrates an automatic tool changer, a tool magazine, and full CNC control to execute complex sequences without manual intervention.
These machines are used for subtractive manufacturing processes, removing material from a workpiece to create the desired shape. Modern cnc machining centers are capable of handling materials like metal, plastic, wood, and composites, and they form the backbone of precision machining services at companies like Anebon Metal Products Limited.
For design engineers and buyers, this matters because machining centers deliver higher throughput, tight tolerances (as precise as ±0.002 mm), and consistent machining quality across batches. Consider this concrete example: in 2024, a titanium aerospace bracket was machined on a 5-axis machining center in one setup rather than four, achieving ±0.002 mm tolerance across contoured surfaces – the kind of accuracy and efficiency that defines modern OEM production.
Brief History: From First Machining Center to Modern CNC
The journey from manual mills to today’s CNC machining centers spans roughly seven decades of relentless innovation. In the late 1940s, John T. Parsons and Frank L. Stulen pioneered numerical control by partnering with MIT’s Servomechanisms Laboratory. By 1952, MIT had built one of the earliest NC machines, and the first machining center was developed in 1958 in the USA when Parsons received a patent for motor-controlled positioning of machine tools.
Through the 1970s and 1980s, traditional machines gave way to full CNC machining centers with embedded tool magazines, reliable ATCs, and improved slideway technologies. The machining center dates back to this era of rapid adoption. After 2000, demands from the aerospace industry and the energy industry pushed manufacturers toward 4-axis and full 5-axis machining centers capable of producing complex geometries in fewer setups.
Today, China holds about 31% of global machine tool production, with Japan second – an environment that directly supports Anebon’s operations in Dongguan, Guangdong, where machine tools, skilled labor, and material supply chains are mature.
How Machining Centers Differ from Other Machine Tools
The term “machine tools” covers a broad category: CNC lathes, turning centers, machining centers, grinding machines, EDMs, and more. What distinguishes a machining center is its integration of an automatic tool changer and tool magazine, allowing the machine to transition seamlessly between different cutting operations – from end mills to drills to taps – without stopping for manual swaps.
Compared to traditional milling machines, a machining center automates the entire machining process. Where a conventional mill uses a single cutting tool changed by hand, a machining center stores dozens of tools and deploys them on command, making precise cuts across various functions in a continuous workflow.
Turning centers work differently: they rotate raw material against a stationary cutting tool, achieving high efficiency in manufacturing symmetrical shapes like shafts and rings. Machining centers, by contrast, keep the workpiece mostly fixed while a rotating cutting tool moves along multiple axes. Multitasking mill-turn centers blur this line by combining both capabilities, but they’re a separate specific type of equipment.
Here’s a real-world example: when Anebon was contracted to produce a complex aluminum drone housing with contoured surfaces and internal ribs, the team selected a 5-axis machining center instead of a turning center. The housing wasn’t cylindrical, required simultaneous A and B axis rotation to access internal cavities, and needed flat and curved surfaces that a turning center couldn’t efficiently produce.
Main Components and Structure of a Machining Center
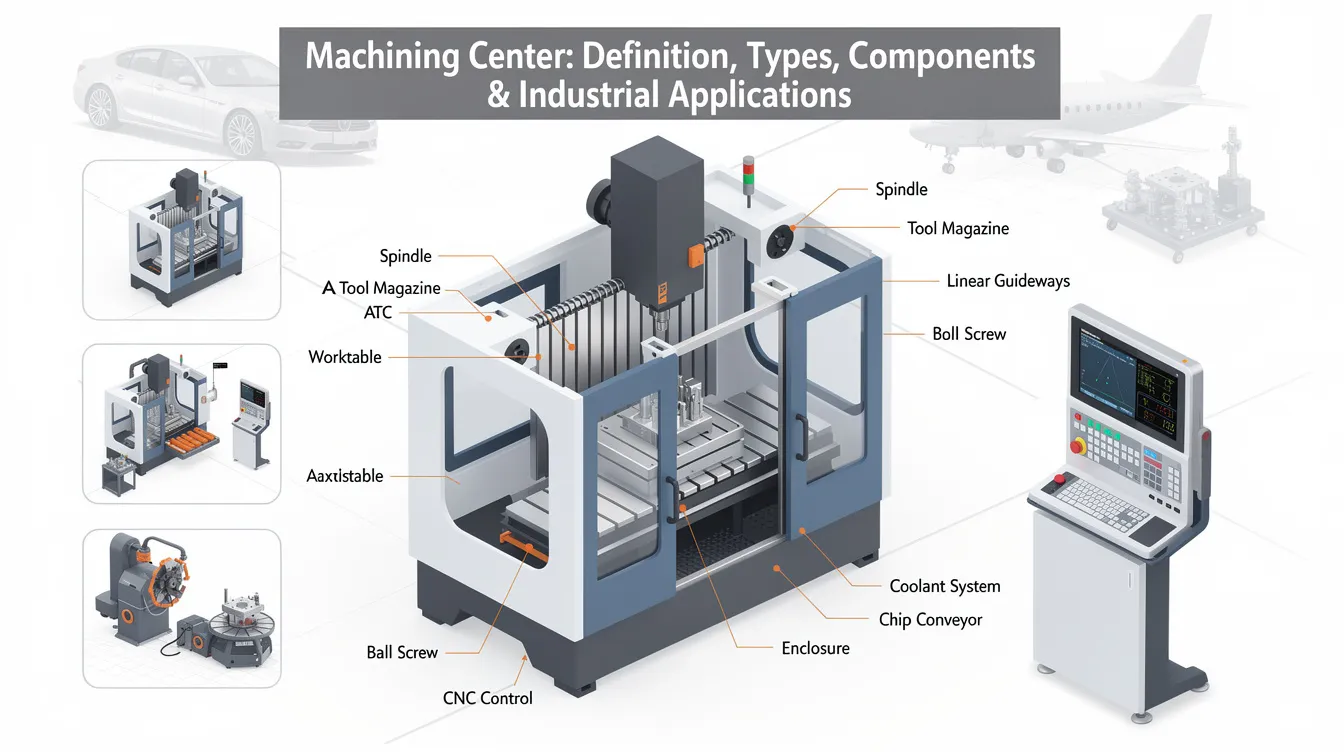
Understanding the core components of a machining center helps engineers specify the right machining center for their parts. Here’s what matters most.
The machine base, column, and table (or pallet) form the structural skeleton. Heavy cast or welded frames provide rigidity and vibration damping – both essential for maintaining surface finish and dimensional stability during cutting. An automatic pallet changer system can be integrated to minimize downtime between parts.
The main spindle area holds cutting tools and provides rotation. Spindle specifications include power (kW/HP), rotational speed or maximum RPM, and taper type (BT, CAT, HSK). Spindle speed selection depends on material: high-speed spindles (20,000+ RPM) suit small-diameter aluminum cuts, while heavy steel machining demands high torque at lower rotational speed.
The axis system includes linear axes X, Y, and Z, with optional rotational axes A, B, and C on multi-axis machines. Linear guideways offer rapid acceleration and speed, while box ways deliver superior stability and rigidity under load.
Chip and coolant handling systems manage waste and cooling through chip conveyors, coolant nozzles, and through-spindle coolant. These directly affect tool life, surface finish, and automation capability. Overload detectors monitor tool wear and machine performance, preventing breakage and scrap.

Automatic Tool Changer (ATC) and Tool Magazine
The automatic tool changer is the system that automatically swaps cutting tools in and out of the spindle, eliminating manual intervention. The tool magazine stores various cutting tools – end mills, drills, reamers, taps – ready for instant deployment.
The ATC sequence works like this: spindle stops, current tool unclamps, the magazine indexes to the required position, new tool clamps into the spindle, and tool length offset is confirmed. Typical changeover times run 2–5 seconds, and since non-cutting time can represent 40–60% of total cycle time for complex parts, those seconds compound into major production efficiency gains.
Magazine configurations include side-mount, umbrella-type, carousel, and chain systems. Anebon selects magazine size based on project complexity and batch size – a 24-tool carousel handles most jobs, while larger projects may need 60+ stations.
Consider a medical device project requiring 18 different tools in a single setup on a vertical machining center. With a properly loaded ATC, the machine runs continuously through drilling, tapping, pocketing, and finishing without a single manual tool swap – delivering consistent quality and shorter cycle times.
Control Panel and CNC Programming
The control panel is the operator’s interface to the machine: screen, keyboard, handwheel for manual jogs, and emergency stop. Safety interlocks on doors and axis limits protect both operator and equipment.
CNC (Computer Numerical Control) technology is used to control machining centers through G-code (motion commands) and M-code (auxiliary functions like coolant on/off). For complex 3D parts, engineers use CAD/CAM software to generate optimized toolpaths, simulate collisions, and produce ready-to-run programs – including full 5-axis simultaneous machining.
Common controls include Fanuc, Siemens, and Heidenhain. Anebon’s machinists are trained to optimize feed rates, spindle speed, and toolpaths for each material. Features like tool length offsets, work coordinate systems (G54–G59), and probing cycles enable in-process measurement that catches deviations before they become scrap.
Types of Machining Centers
Machining centers are commonly classified by spindle orientation, structure, and axis count. The main types include vertical machining centers (VMCs), horizontal machining centers (HMCs), and gantry or double-column machining centers. Separately, 5-axis machining centers represent a critical classification for different applications in aerospace and energy sectors. Anebon uses each type based on part geometry, material, and tolerance requirements.
Vertical Machining Centers (VMC)
A vertical machining center has a vertically oriented spindle and typically a rectangular table. VMCs are suitable for high-mix, low-volume production, making them common in job shops and prototype work. Vertical machining centers are generally more compact and less expensive than their horizontal counterparts, with prices for machining centers ranging from under 10 million yen for entry-level models.
Typical travel ranges for small and medium VMCs at Anebon span X: 600–1,000 mm, Y: 400–600 mm, Z: 400–600 mm. Advantages include easy setup, good operator visibility, and compact footprint. The main limitation is chips accumulating on horizontal surfaces, managed through through-spindle coolant and air blasts.
Use case: Anebon machines aluminum 6061 prototypes for consumer electronics on 3-axis and 4-axis vertical cnc machining centers, delivering first articles in less than 5 working days via our CNC machining prototype service.
Horizontal Machining Centers (HMC)
Horizontal machining centers feature a spindle with horizontal orientation, often paired with rotary pallets or tombstone fixtures. Key characteristics of HMC include superior chip evacuation – gravity pulls chips away from the cut – and multi-sided machining capability.
Horizontal machining centers enable multi-face machining without reorienting workpieces, which is ideal for automotive transmission housings, hydraulic valve bodies, and energy industry components. Pallet sizes typically run 400 mm or 500 mm. Large machining centers in this category can cost hundreds of millions of yen, with cost factors including size, features, and brand. Customization can also affect the final price of machining centers.
For Anebon’s overseas OEM clients, HMCs reduce fixtures and manual handling – machining multiple faces of a steel or stainless steel part in one setup.
Gantry / Double-Column Machining Centers
Gantry machining centers are large, double-column machines where the spindle moves over a fixed worktable. Gantry machining centers are suitable for large, heavy workpieces – molds, frames, and aerospace structures that demand rigidity across wide spans.
Their robust structure suits heavy-duty cutting in tool steel, cast iron, and large aluminum plates. Machining centers are ideal for creating complex molds and dies, and they are used in die and mold making for manufacturing products like automotive body panels with high flatness requirements.
While Anebon focuses mainly on small to medium precision parts, understanding gantry centers helps OEM engineers specify suppliers for larger tooling projects.
5-Axis Machining Centers
A 5-axis machining center moves a cutting tool or workpiece along X, Y, Z plus two rotational axes (A/B/C), enabling complex multi-sided machining in one setup. The difference between 3+2 (positional) and full 5-axis simultaneous machining matters: 3+2 locks rotary axes then cuts with three linear axes, while simultaneous 5-axis moves all five axes at once for organic, contoured surfaces.
5-axis machining centers are unmatched for precision in heavily contoured parts. They can create multi-angled parts required in aerospace and medicine, handle complex geometries and curved surfaces, and produce parts that would otherwise need multiple setups. Universal machining centers can orient the spindle both horizontally and vertically for additional flexibility.
Anebon uses 5-axis cnc machining to reduce setups, improve dimensional accuracy, and hit tight tolerances down to ±0.002 mm on titanium and stainless steel parts for aerospace precision machining and medical device programs.

Typical Operations on a Machining Center
Machining centers consolidate many cutting operations into a single machine and often a single clamping. A machining center can perform multiple cutting operations – and machining centers can handle complex operations like milling and drilling without reclamping.
Key operations include:
-
Milling: face milling, contour milling, pocketing, slotting, and 3D surfacing with end mills and ball-nose cutters
-
Drilling and tapping: peck drilling for chip clearance, rigid tapping for thread accuracy – essential for high-density hole patterns in electronics and aerospace components
-
Boring and reaming: achieving tight diameter and roundness tolerances for hydraulic, pneumatic, and energy sector parts
-
Light turning: interpolation turning possible on some machining centers, though heavy turning remains the domain of dedicated lathes
Concrete example: a stainless steel valve body at Anebon goes through rough milling, face milling, drilling and tapping mounting holes, pocketing an internal cavity, boring a fluid passage, reaming a sealing bore, and finish milling external fillets – all on a 4-axis machining center in a single setup.
Industrial Applications of Machining Centers
Machining centers are essential for modern industrial applications, enabling repeatable production of complex parts across the manufacturing industry. Machining centers produce high-precision components for various industries, and machining centers excel in prototype and small-batch manufacturing as well as volume production.
Anebon primarily serves overseas OEMs in aerospace, medical devices, automotive, electronics, robotics, industrial machinery, and energy sectors.
Aerospace Industry
Aerospace demands tight tolerances, traceability, certified materials (7075-T6 aluminum, titanium Ti-6Al-4V, Inconel), and surface integrity. Machining centers are essential in the automotive and aerospace industries for producing turbine blades, structural brackets, avionics housings, and landing gear elements. Machining centers are used to produce engine and metal components with the precision these applications require.
In 2023, Anebon machined a titanium bracket for an unmanned aerial vehicle using 5-axis CNC milling, reducing setups from four to one. Anebon’s ISO 9001:2015 and ISO 14001:2015 certifications, combined with full CMM inspection reports, meet the traceability requirements of aerospace OEMs.
Automotive and Industrial Machinery
Machining centers support both prototype and series production of engine components, transmission cases, suspension parts, and automation brackets. Horizontal machining centers handle multi-face machining of cast aluminum housings and iron blocks efficiently.
Anebon has produced small-batch, high-precision gearbox components for electric vehicle startups, holding ±0.01 mm tolerances with lead times under four weeks. Combined CNC milling and CNC turning services allow delivery of complete machined assemblies.
Medical Devices and Healthcare
Medical device machining requires biocompatible materials (stainless steel 316L, titanium, PEEK), extremely clean finishes, and full traceability. Parts include orthopedic implants, surgical instruments, dental components, and diagnostic equipment housings.
5-axis machining centers produce complex implant geometries with smooth, organic surfaces and consistent dimensions. Anebon’s quality assurance – CMM measurement, material certifications, documentation – supports the regulatory requirements medical OEMs face.
Energy Industry and Electronics
For the energy industry, machining centers handle components for wind turbines, power generation skids, and oil and gas valves using rigid setups on robust machines. For electronics, fine-feature machining of heatsinks, housings, and precision connectors in aluminum, copper alloys, and engineering plastics is standard.
In 2025, Anebon used cnc machining centers to produce aluminum heat sink prototypes for a 5G telecom module project with tight flatness across multiple cavities and short lead times – demonstrating the ability to hold parallelism using advanced fixturing and in-process inspection.
Benefits of Using Machining Centers in OEM Production
Machining centers provide measurable gains in productivity, quality, and flexibility compared to conventional machine tools.
|
Benefit |
How It Works |
|---|---|
|
Productivity |
Multiple operations in one setup increase efficiency and speed up production times. Machining centers minimize setup time and enable continuous operation. |
|
Speed |
Machining centers improve productivity with higher speed and accuracy. They reduce changeovers, enhancing production efficiency. |
|
Quality |
Machining centers maintain consistent product quality through numerical control across large batches. |
|
Safety |
They significantly reduce human work, enhancing employee safety. |
|
Automation |
They facilitate automated “lights-out” manufacturing, running unattended overnight. |
|
Lead times |
Machining centers allow for shorter lead times in production. |
For Anebon customers, these benefits translate directly into shorter development cycles, lower total cost of ownership, and smoother transitions from prototype to full production. One overseas OEM reduced lead time by approximately 30% by consolidating from multiple suppliers to Anebon as a single machining center–focused partner, while scrap rates dropped and quality consistency improved.
Key Considerations When Selecting a Machining Center Partner
Many buyers won’t purchase machine tools themselves – instead, they need to find the right machining center vendor with proven capability. Here’s what to evaluate:
-
Axis capabilities: Does the vendor offer 3-axis, 4-axis, and full simultaneous 5-axis machining?
-
Work envelope: Can the machine accommodate your part size plus fixtures?
-
Tolerances: Ask for first article inspection and CMM reports proving tight tolerances.
-
Material expertise: Aluminum, titanium, stainless steel, plastics – each demands different feeds, speeds, and tooling.
-
Quality systems: ISO 9001:2015 and ISO 14001:2015 certifications are baseline for serious OEM work.
-
DFM support: Can the vendor optimize your design for cnc machining, reduce cycle time, and avoid unnecessary costs?
Anebon has offered precision CNC machining since 2010, with tolerances down to ±0.002 mm, broad material capability, in-house CMM inspection, and deep experience with export supply chains. We encourage engineers to request a quote or share 3D models and drawings for a quick manufacturability review.
From Prototype to Production: Anebon’s Machining Center Workflow
A typical project at Anebon moves through a clear process: RFQ with CAD models, DFM feedback identifying costly features, process planning (machine selection, fixtures, cutting tools), CNC programming, first article inspection, and then scaled production.
For prototyping, fast-turnaround vertical machining centers deliver parts quickly with minimal fixture investment. As designs freeze, production shifts to optimized fixtures on 4- or 5-axis centers for shorter cycle times and lower per-piece cost. Other capabilities – CNC turning, die casting, sheet metal fabrication – integrate when projects span multiple process types.
Case in point: in 2024, an overseas robotics OEM delivered initial aluminum prototype parts to Anebon. After design iterations, 10 prototype units shipped within two weeks on vertical and 4-axis VMCs. When the design froze, production scaled to 5,000 pieces annually on 5-axis machines – with per-piece cost dropping 40% from prototype pricing and lead times stabilizing.
Conclusion
Machining centers – equipped with automatic tool changers, multi-axis motion, and advanced CNC control – have become the backbone of modern precision manufacturing. The choice of the right machining center type depends on geometry, material, and tolerance requirements across aerospace, medical, automotive, electronics, and energy industries.
Anebon Metal Products Limited leverages advanced machining centers to deliver tight-tolerance components from prototype to production, backed by ISO certifications, in-house CMM inspection, and over a decade of OEM experience.
Ready to get started? Send your CAD files or technical drawings to Anebon for DFM feedback and a custom CNC machining quote – and find out how the right machining center partner can accelerate your next project.