The Best Guide to Die Casting Aluminum: Process and Benefits Explained
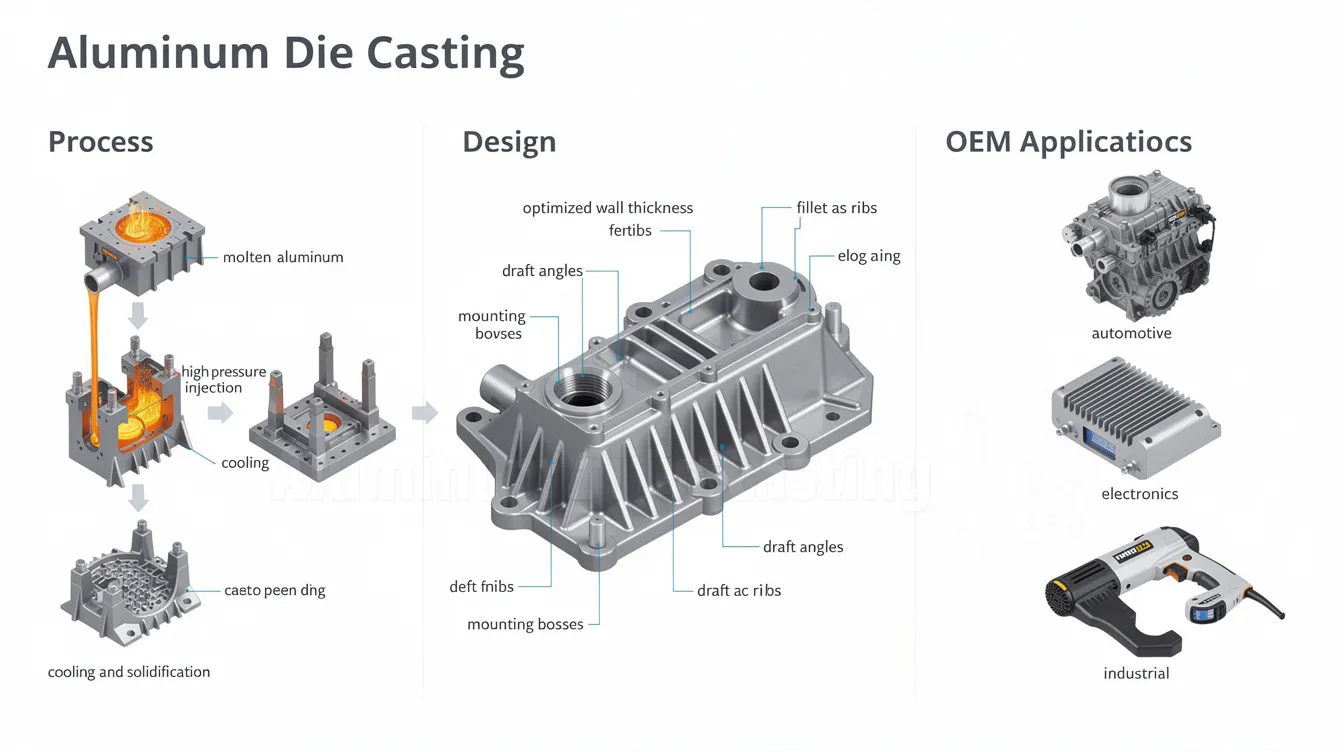
Aluminum Die Casting: Process, Design, and OEM Applications
Aluminum die casting is one of the most efficient ways to produce high-precision metal parts at scale. Whether you’re designing housings for electronics, structural brackets for EVs, or components for industrial robotics, this manufacturing process gives engineers the ability to create complex shapes with tight tolerances, smooth surfaces, and consistent repeatability.
This guide covers the full scope of die casting aluminum-from process fundamentals and alloy selection to design principles and real-world OEM applications. If you’re evaluating whether aluminum die casting fits your next project, you’ll find the technical detail you need here.
What Is Aluminum Die Casting?
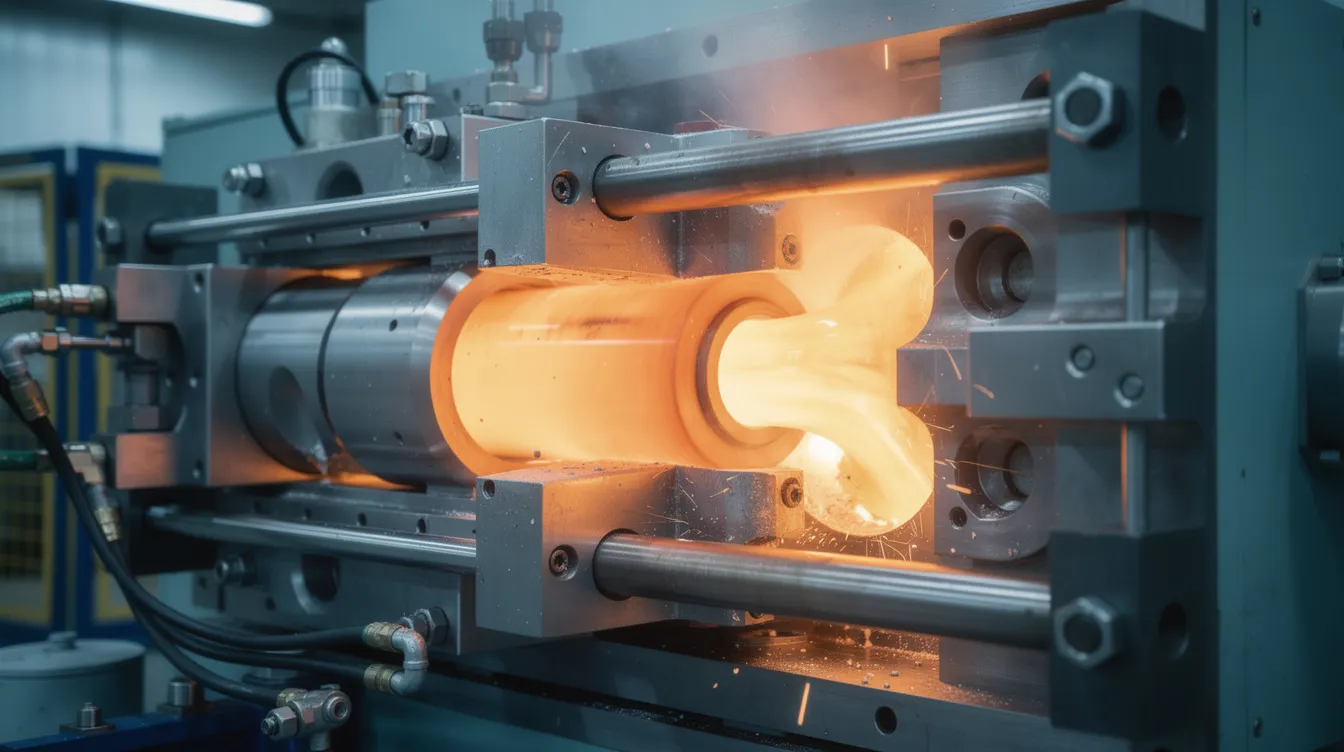
Aluminum die casting is a high pressure die casting process in which molten aluminum alloy is forced into a hardened steel die to form a precisely shaped part. The die closes, molten metal fills the cavity under pressure, solidifies rapidly against cooled die walls, and the finished casting is ejected. The result is a near-net-shape die cast metal part with fine surface detail and dimensional stability.
Because aluminum alloys melt between roughly 600–700 °C, they cannot be processed in hot chamber machines-the molten aluminum would attack and erode the submerged injection mechanism. Instead, cold chamber machines are used for aluminum die casting. The metal is melted in a separate furnace, ladled into an unheated shot sleeve, and then injected into the die cavity by a hydraulic piston.
Anebon Metal Products Limited has specialized in custom aluminum die castings for overseas OEMs since 2010, integrating precision CNC machining and sheet metal fabrication under one roof. The core benefits that make this casting process attractive include tight tolerances, excellent surface finish, the ability to produce thin walls, and strong economics for medium- to high volume production runs.
The Aluminum Die Casting Process Step by Step
This section traces the complete aluminum die casting process from raw ingot to finished part, focusing on cold chamber die casting-the standard method for aluminum.
1. Alloy Melting Aluminum alloy ingots (A380, A360, A383, or B390, among others) are charged into a furnace and heated to 620–700 °C. Holding furnaces maintain precise melt temperatures while dross and oxides are removed.
2. Dosing and Ladling Molten aluminum is transferred from the furnace into a cold chamber shot sleeve. Because the injection mechanism is not submerged in the melt, the casting equipment is protected from erosion-a key reason cold chamber die casting exists.
3. High Pressure Injection A hydraulic piston drives the molten metal flows through runners and gates into the die cavity at high speed. High pressure die casting uses pressures between 10 and 175 megapascals, with gate velocities reaching 20–60 m/s. Injection points should be strategically located to avoid premature solidification and ensure complete cavity fill.
4. Solidification and Cooling Molten metal fills the mold cavity and solidifies rapidly against cooling channels embedded in the die. Thin-walled sections can solidify in seconds; larger structural castings may require tens of seconds or more.
5. Die Opening and Ejection The die halves separate, and ejector pins push the casting free. Draft angles (typically 1–3°) built into vertical walls allow clean release.
6. Trimming and Cleaning Runners, gates, flash, and overflows are trimmed. Shot blasting or sandblasting removes surface residues.
7. Secondary Operations Many aluminum parts undergo CNC machining for critical features, surface finishing, and final inspection. Anebon’s integrated workflow handles die casting, machining, and finishing as a single production sequence-reducing lead time and handling.
Typical cycle times range from 30–120 seconds for small to medium aluminum die castings. Larger structural parts cast via low-pressure methods can take several minutes. Process parameters like injection speed, metal temperature, and die temperature directly affect porosity, mechanical properties, and surface finish quality.
Die Casting Methods: Hot-Chamber vs. Cold-Chamber vs. Low-Pressure
Not all die casting methods work for every alloy. Understanding the differences helps engineers pick the right approach.
Hot-Chamber Die Casting
In hot chamber die casting, the injection mechanism (gooseneck and plunger) sits submerged in the molten metal. This enables very fast cycles-up to 300–500 shots per hour for small zinc parts. However, hot-chamber die casting is limited to low-melting point metals such as zinc, tin, and lead. Aluminum is explicitly excluded because it would erode the submerged components and introduce iron pickup.
Cold-Chamber Die Casting
Cold-chamber die casting is used for aluminum and magnesium alloys. Metal is melted separately, ladled into an unheated shot chamber, and injected under high pressure injection into steel casting dies. A cold chamber machine handles the aggressive thermal demands of aluminum while still delivering production speed that makes high volume production economical.
Low-Pressure Die Casting
Low-pressure die casting typically uses pressures from 0.3 to 1 bar to push molten aluminum upward through a riser tube into a die above. The bottom-up fill is slower and less turbulent, producing castings with excellent internal integrity. This method suits thick, structural parts-think wheels, automotive engine blocks, and cylinder heads-where low porosity and directional solidification matter.
Vacuum-Assisted HPDC
A growing variant, vacuum-assisted die casting reduces porosity and improves surface finish by evacuating air from the mold cavity before or during injection. This is increasingly specified for safety-critical automotive and aerospace components.
When to choose each method: Use high pressure die casting for thin-walled housings and high-volume runs. Choose low-pressure for large, thick structural castings. Reserve hot chamber for zinc and other low-melting alloys only.

Key Properties and Advantages of Die-Cast Aluminum
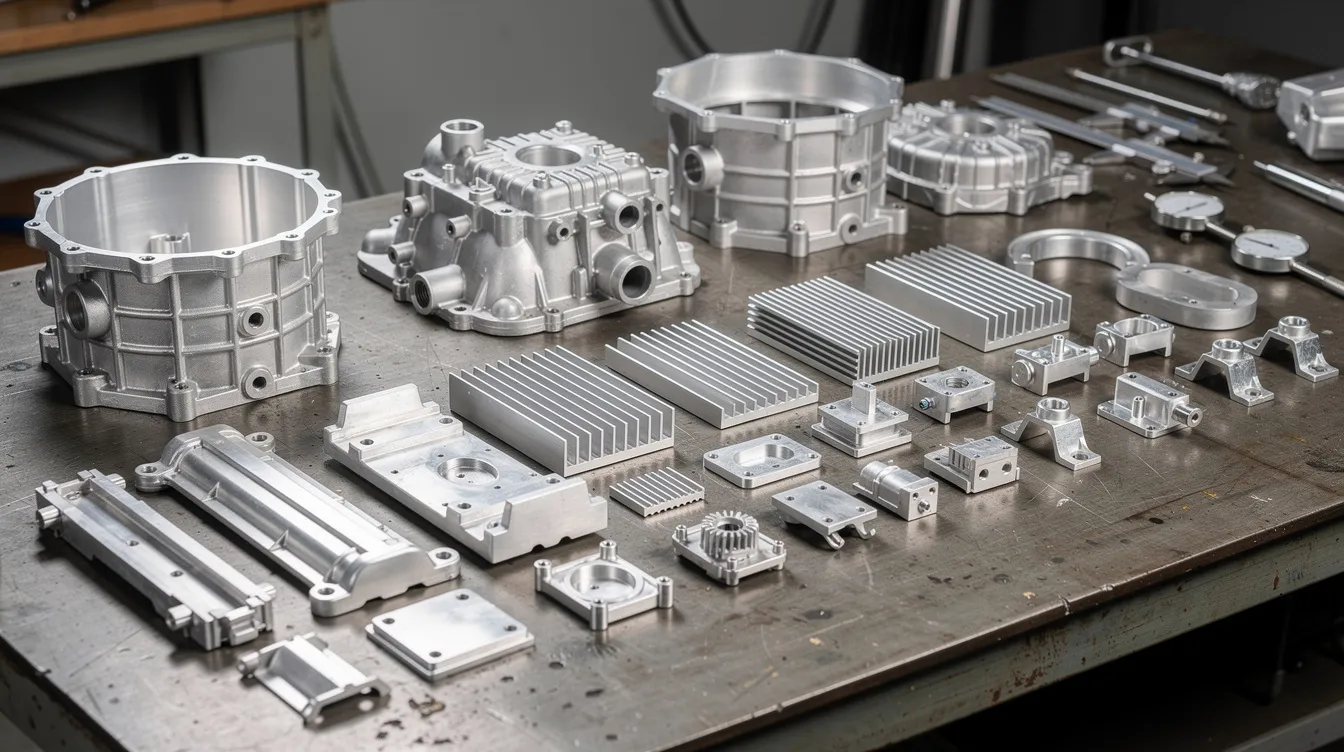
Aluminum die castings are widely used across automotive, the aerospace industry, electronics, and medical devices because the material delivers an unusual combination of performance, weight savings, and manufacturability.
Strength and Weight Aluminum has a high strength-to-weight ratio, making it ideal for applications where reducing mass matters-fuel efficiency in vehicles, portability in electronics, payload capacity in UAVs. Die casting produces lightweight parts without sacrificing strength.
Thermal and Electrical Conductivity Aluminum provides excellent thermal and electrical conductivity. As-cast A380 delivers roughly 110–115 W/m·K of thermal conductivity, which can rise to 120–135 W/m·K after heat treatments such as T6 or T7, driven by eutectic Si spheroidization. This makes cast aluminum a go-to for heat sinks, LED housings, and power electronics enclosures.
Corrosion Resistance Aluminum naturally forms a protective oxide layer, giving die cast parts excellent corrosion resistance. It offers high resistance to environmental corrosion, and coatings such as anodizing, powder coating, and chem film further extend long service life.
Operating Temperature Aluminum can withstand high operating temperatures far beyond what plastics tolerate. Depending on alloy and heat treatment, aluminum parts maintain structural stiffness in continuous service up to 150–200 °C-critical for under-hood automotive and industrial machinery applications exposed to extreme temperatures.
Limitations to Note Aluminum is less ductile than zinc and other softer metals, which can affect parts requiring significant post-casting deformation. Aluminum die casting also achieves lower precision compared to zinc die casting due to higher shrinkage rates, though this gap closes when secondary machining is applied.
Recyclability Aluminum is a highly recyclable material. Foundries routinely re-melt trimmed runners and scrap with minimal property loss, aligning with sustainability goals and Anebon’s ISO 14001:2015 environmental management certification.
Common Aluminum Die Casting Alloys and Their Uses
Alloy choice is a strategic design decision. It shapes castability, strength, corrosion resistance, thermal conductivity, and total cost. Here are the most common cast alloys used in die casting:
|
Alloy |
Key Strengths |
Typical Applications |
|---|---|---|
|
A380 |
Good fluidity, balanced strength, versatile |
Electronic chassis, power tools, furniture hardware |
|
A360 |
Excellent corrosion resistance and fluidity when molten |
5G housings, sealed enclosures, marine environments |
|
B390 |
Outstanding wear resistance and high hardness |
Engine cylinder liners, pistons, compressor parts |
|
A383 |
Ideal for intricate details and hot cracking resistance |
Thin-walled housings, very complex shapes |
A380 is the most commonly specified aluminum alloy for die casting-it’s the default choice for general-purpose applications. When corrosion resistant performance is paramount, A360 is the better pick because of its pressure tightness and good corrosion resistance in chloride-rich environments. B390 delivers excellent wear resistance for abrasive service conditions but is harder to machine. A383 fills a niche for geometries with fine detail where hot-cracking risk is elevated.
Aluminum die casting alloys are highly corrosion-resistant and lightweight as a family, but the right selection depends on your operating environment, mechanical loads, and finishing requirements. Anebon’s engineers provide DFM guidance to match alloy selection to your specific application.
Designing Parts for Aluminum Die Casting
Design for Manufacturability (DFM) is where cost, quality, and cycle time are won or lost. Getting these fundamentals right before cutting steel saves tooling iterations and launch delays.
Parting Line The die preparation involves two hardened tool steel dies. Molds must have a parting line for separation-the seam where the two halves of the die meet. Plan the parting line early: keep it away from cosmetic surfaces and align ejector pins and gates to minimize visible marks.
Wall Thickness Consistent wall thickness is preferred for better results. For most aluminum die castings, 1.5–3.0 mm walls strike the right balance between strength, fill behavior, and cycle time. Abrupt thickness transitions create hot spots, shrinkage porosity, and warpage. Use gradual transitions and ribs to manage stiffness.
Gates and Flow Gate placement controls how molten aluminum enters and fills the mold design. Poor gating leads to cold shuts (unfused flow fronts) and trapped gas. Overflows and vents-or vacuum assistance-help manage air evacuation.
Structural Features
-
Draft angles of 1–3° on vertical walls for clean ejection
-
Ribs and gussets to add stiffness without excess mass
-
Generous fillets at internal corners to reduce stress concentration
-
Bosses designed with adequate wall thickness and support
Machining Allowance For critical tolerance surfaces-sealing faces, mounting pads, bore diameters-leave machining stock in the cast geometry. Anebon provides early-stage design reviews and DFM feedback to overseas OEMs, helping teams optimize mold design before tooling begins.

Secondary Operations, Machining, and Surface Finishes
Although die casting produces near-net-shape cast metal parts, most OEM components need added precision or finishing before assembly. Die casting minimizes the need for additional machining, but it rarely eliminates it entirely.
Common Secondary Operations
-
Precision CNC machining: milling, turning, drilling of critical features
-
Tapping and reaming for threaded and precision holes
-
Trimming of runners, gates, and overflows
-
Shot blasting or sandblasting for surface preparation
Surface Finishes Aluminum die castings provide a wide range of surface-finishing options:
|
Finish |
Best For |
|---|---|
|
Anodizing |
Corrosion protection, colored aesthetics, hard wear surfaces |
|
Powder Coating |
Thick, durable decorative finishes |
|
Chem Film (Alodine) |
Preserving electrical conductivity, adhesion promotion |
|
Polishing |
High-gloss cosmetic surfaces |
When electrical grounding or shielding matters, chem film is often preferred over anodizing because it doesn’t introduce an insulating oxide barrier.
Anebon integrates secondary operations-including sheet metal fabrication where needed-with die casting to deliver ready-to-assemble parts from a single source. Well-optimized near-net-shape casting paired with targeted minimal machining keeps total part cost low and eliminates extensive machining steps.
Aluminum Die Casting vs. Other Casting and Forming Processes
Choosing the right process means understanding how aluminum die casting stacks up against alternatives.
vs. Sand Casting Sand casting uses disposable molds and delivers rough surfaces with loose tolerances. Die casting offers far better dimensional stability, a smoother surface, and much faster cycle times-but requires higher tooling investment. Sand casting remains a cost effective process for very low volumes or oversized geometries.
vs. Permanent Mold (Gravity) Casting Permanent mold casting fills reusable metal molds by gravity. Slower cooling can yield better mechanical properties in thick sections, but it cannot match die casting’s thin walls or production speed at ultra-high volumes.
vs. Investment Casting Investment casting excels at very complex shapes with zero-draft surfaces and fine detail. However, per-part cost is significantly higher, and it allows rapid production only at modest volumes. Die casting wins on economies of scale.
vs. CNC Machining from Billet Machining billet (aluminum, carbon steel, or other metals) offers maximum flexibility and is ideal for prototypes. But material waste is high, and piece price doesn’t compete with die casting at scale. Anebon supports the full product lifecycle-machined prototypes first, then transition to casting production when volumes justify tooling.
Applications of Aluminum Die Castings in OEM Industries
The transportation sector is the largest end-use segment for aluminum die casting, but applications extend well beyond vehicles. The Asia Pacific region accounts for over half of the global aluminum casting market, with demand driven by automotive, electronics, and industrial growth.
Automotive Aluminum die casting is essential for automotive engine blocks and transmissions. Modern EV programs add motor housings, inverter enclosures, battery pack frames, and chassis components where reduced weight directly improves fuel efficiency and range.
Electronics and 5G Aluminum die casting is widely used in electronics for connectors and housings. RF shielding enclosures and heat sinks for 5G base stations rely on aluminum’s thermal conductivity and electromagnetic shielding.
Industrial Machinery and Robotics Gearbox housings, actuator covers, and motor end bells demand high dimensional stability, strength, and precision-exactly what die casting offers when paired with CNC finishing.
Medical and Laboratory Equipment Diagnostic instrument housings and structural frames benefit from aluminum’s cleanability, accuracy, and repeatability across production lots.
Aerospace and UAVs Aluminum die casting is used in aerospace for airframe components, avionics housings, and heat-dissipating enclosures where every gram matters and structural integrity cannot be compromised.
Anebon delivers export-ready aluminum die cast parts with full documentation-material certifications, dimensional inspection reports, and traceability-supporting overseas OEM supply chain requirements.
Cost Factors and When Aluminum Die Casting Makes Sense
Aluminum die casting is most economical at medium-to-high volumes. Initial tooling costs for dies in aluminum die casting are high-steel die sets represent a significant upfront investment. But once amortized across thousands to hundreds of thousands of pieces, the per-part cost drops well below machining or investment casting.
Primary cost drivers include:
-
Die design complexity, number of slides and cores
-
Die size and required clamping tonnage
-
Expected die life (150,000 to 1,000,000+ shots depending on die steel quality)
-
Alloy cost and any heat treatment requirements
-
Cycle time and required secondary operations
It allows rapid production of high-volume parts once tooling is proven. As annual volumes rise, high pressure die casting becomes increasingly competitive against every alternative forming aluminum method.
Anebon supports cost analysis from rapid prototype through ramp-up, helping engineers identify when transitioning from machining to die casting yields meaningful savings. Early engagement optimizes die design for tooling simplicity and faster payback.
Why Work with Anebon for Aluminum Die Casting?
Anebon Metal Products Limited is a precision OEM manufacturing partner based in Dongguan, China, serving overseas design engineers and R&D teams since 2010. The company holds ISO 9001:2015 for quality management and ISO 14001:2015 for environmental management.
What sets Anebon apart:
-
Integrated capabilities: high pressure aluminum die casting, CNC machining (including 5-axis), and sheet metal fabrication under one roof
-
Tight tolerances as precise as ±0.002 mm on machined features
-
Complex, multi-step manufacturing workflows managed as a single project
-
DFM feedback, material guidance, and rapid prototyping support
-
Full export documentation for OEM supply chains
Whether you’re developing a new die cast part or optimizing an existing design, Anebon’s team can review your CAD models and technical drawings for manufacturability and cost options. Check out our project gallery or request a quote to get started.