The Benefits of High Pressure Die Casting in Manufacturing Processes
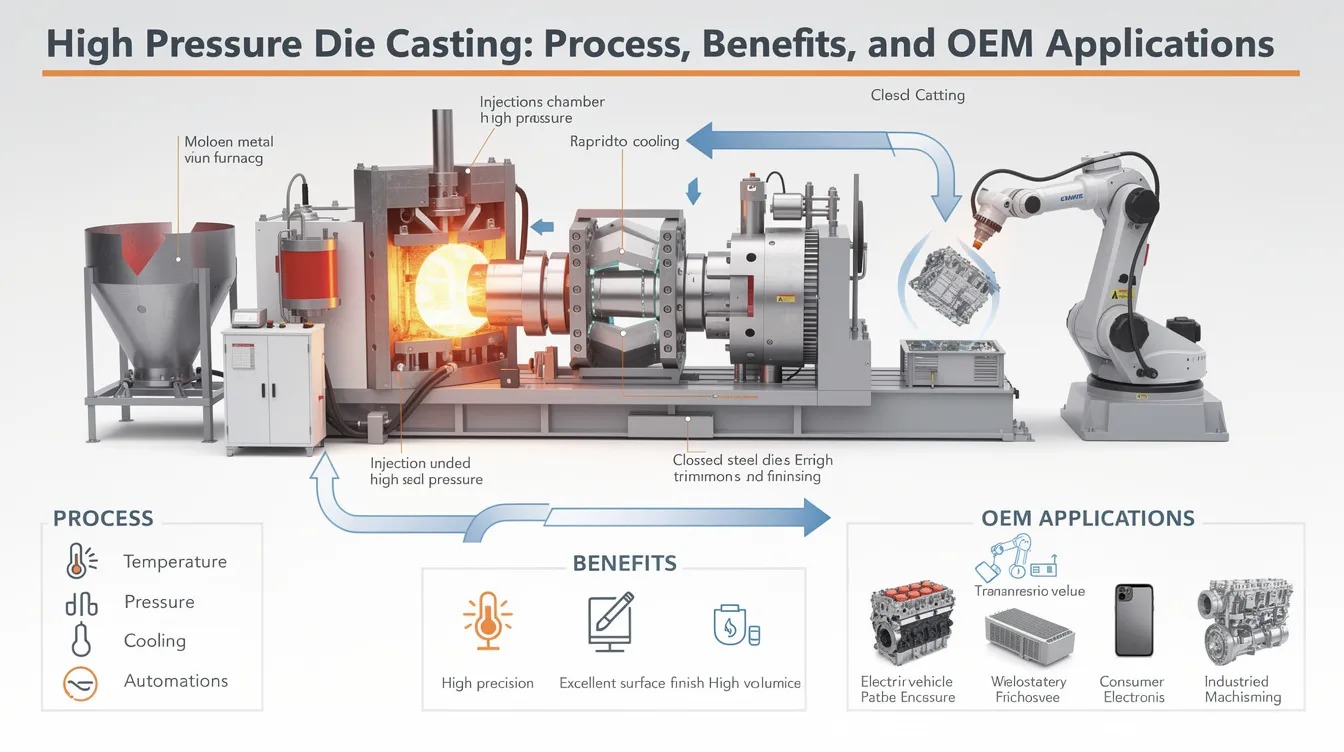
High Pressure Die Casting: Process, Benefits, and OEM Applications
High pressure die casting ranks among the most productive and precise manufacturing methods available for non-ferrous metal components. From automotive transmission housings to consumer electronics enclosures, this casting process shapes billions of parts each year with repeatable quality that few alternatives can match. This guide breaks down how the process works, when it makes sense, and what OEM engineers should consider before committing to tooling.
What Is High Pressure Die Casting?
High pressure die casting (HPDC) is a manufacturing process in which molten metal is forced under very high pressure into a precision-machined, hardened steel die. The process uses pressures between 10,000 and 20,000 psi (roughly 70–140 MPa), producing complex parts with excellent dimensional accuracy and smooth surface finishes in rapid succession. It is one of the fastest and most repeatable high volume production methods for metal components.
The high pressure die consists of two halves: the cover die half (fixed) and the ejector die half (moving). When clamped together, these halves form a sealed mold cavity that replicates the final part geometry, including gates, runners, and overflow channels. The machine applies clamping tonnage sufficient to resist the separating force generated during high pressure injection.
At a high level, the die casting process follows a straightforward production cycle: the die closes and clamps, liquid metal is injected at high speeds into the die cavity, the molten alloy rapidly solidifies against the cooled steel walls, the die opens, and the solidified casting is ejected. The process includes four main steps: mold preparation, injection, ejection, and trimming.
Aluminum and zinc are the most commonly used metals in HPDC, followed by magnesium alloys. Compared with sand casting, gravity casting, and permanent mold casting, HPDC delivers tighter tolerances, thinner wall sections, better surface quality, and significantly higher production efficiency – making it the default choice for mass production of precision non-ferrous components.
At Anebon, HPDC is one of our core casting services for overseas OEM clients. We combine die casting with in-house CNC machining to deliver parts with tight tolerances down to ±0.002 mm on critical features, backed by short lead times and DFM support from day one.

Brief History and Evolution of High Pressure Die Casting
Understanding the evolution of HPDC helps engineers appreciate why modern tooling, alloys, and process controls work the way they do – and what the technology can realistically achieve today.
The origins of pressure die casting trace back to the mid-1800s. In 1849, Sturges received a patent for a hand-operated machine designed to cast printing type from lead-tin alloys in simple steel molds. By the early 1900s, die casting had expanded into hardware, appliances, and cash register components as tooling design grew more sophisticated.
Key materials milestones followed quickly. Around 1914, zinc alloys and aluminum alloys began replacing lead and tin for superior strength, corrosion resistance, and safety. By the mid-1930s, most modern HPDC alloy families – including magnesium and copper-based compositions – were in regular industrial use.
Today, HPDC integrates vacuum-assisted filling, flow simulation, conformal cooling, and fully automated production cells. These technologies enable the casting of structural automotive parts, thin walled components for electronics, and weld-ready assemblies for e-mobility platforms – capabilities we leverage daily in Anebon’s Dongguan facilities.
How the High Pressure Die Casting Process Works
The HPDC production cycle moves from tool setup through injection, solidification, ejection, and trimming to final inspection. Each step is tightly controlled to ensure dimensional accuracy and minimize casting defects across thousands of consecutive shots.
Both hot chamber and cold chamber process variants share the same basic cycle: mold preparation, molten metal dosing, high pressure injection, rapid solidification, part ejection, and trimming of excess material. The distinction lies primarily in how the molten alloy reaches the shot sleeve.
Critical process parameters – injection speed, intensification pressure, die temperature, and cooling time – must be balanced to control fill quality, porosity, and cycle time. Anebon provides DFM feedback at this stage, helping OEM engineers optimize wall thickness, gating layout, and draft angles before tooling is finalized through flow simulation and pressure optimization.
Mold (Die) Preparation
At the start of each cycle, the die cavity and cores are cleaned using automated sprays that remove residues, metal buildup, and potential inclusions. Water-based die lubricants are then applied to control surface temperature and aid part release.
For aluminum HPDC, die surface temperatures are typically maintained around 180–220 °C, while high pressure die casting molds withstand temperatures around 700°C at the molten metal interface. At the beginning of a production run, the die is pre-heated to reduce thermal shock and improve first-shot quality.
Correct die preparation greatly extends die casting tooling life and ensures consistent surface finishes and dimensional stability over tens or hundreds of thousands of shots.
Injection (High Pressure Filling)
Molten metal is transferred into a shot sleeve (in a cold chamber machine) or held in an integral furnace (in hot chamber machines) before injection begins. A hydraulic or servo-driven plunger then accelerates the metal into the cavity.
The shot profile follows a deliberate sequence: a slow initial movement (0.1–0.5 m/s) to avoid turbulence in the sleeve, a fast fill phase where gate velocities can reach 25–75 m/s, and finally intensification pressure to compensate for shrinkage. Injection pressures in die casting can reach up to 140 MPa during the intensification stage.
This carefully controlled shot profile minimizes air entrapment and misruns. Anebon uses simulation-driven gating and vent design to optimize high injection pressure parameters and reduce porosity for demanding OEM parts.
Solidification, Die Opening, and Part Removal
The molten alloy rapidly solidifies against the cooled steel walls. For aluminum parts, total solidification times are often measured in seconds thanks to the high thermal conductivity of the die steel and internal cooling lines.
Controlled cooling via embedded channels – and increasingly, conformal cooling circuits – balances cycle time against distortion risk. Once solidification and die lock time are reached, the casting machine unlocks, the die opens, and ejector pins push the cast part and runner system out. Pin placement is carefully planned to prevent deformation of critical surfaces and tight-tolerance features.
Trimming and Post-Casting Operations
Each casting exits the die with gates, runners, and sometimes flash attached. These are removed by a trim die, press, or saws. Material efficiency is enhanced as excess material can be recycled in the process – trimmed runners and flash are segregated by alloy and remelted, reducing waste and environmental impact.
Common secondary operations include:
-
CNC machining of precision features and sealing surfaces
-
Deburring and edge finishing
-
Surface treatments such as anodizing, powder coating, or plating
-
Assembly and packaging
Anebon combines in-house CNC machining with HPDC to deliver near-finished or fully finished OEM components ready for assembly.

High Pressure Die Casting Methods: Hot Chamber vs Cold Chamber
The two primary HPDC casting methods – hot chamber and cold chamber – differ in how the molten alloy is delivered to the die. Method selection depends mainly on the alloy’s melting temperature and its chemical interaction with steel tooling.
Anebon primarily focuses on the cold chamber process for aluminum and magnesium alloys, while partnering with specialized facilities for hot chamber zinc projects where appropriate.
Hot Chamber High Pressure Die Casting
In a hot chamber setup, an integral furnace is attached directly to the casting machine. A gooseneck mechanism stays submerged in the molten metal, and a plunger forces the alloy directly from the melt into the die cavity.
This arrangement achieves very fast cycle times. High pressure die casting achieves production rates up to 15 cycles per minute for small zinc parts, making hot chamber machines exceptionally productive for rapid production of small, intricate components.
Hot chamber is limited to low-melting alloys – primarily zinc alloys, tin, and some magnesium compositions – because higher-melting metals like aluminum would attack the submerged steel components through iron pickup and erosion. Typical applications include small precision parts for electronics, consumer goods, and locking mechanisms where very high volume production runs justify the tooling.
Cold Chamber High Pressure Die Casting
The cold chamber process melts the alloy in a separate furnace. A measured shot of molten metal is ladled – manually or by robotic automation – into an unheated shot sleeve before injection.
This method handles higher-melting alloys such as aluminum, magnesium, and copper-based compositions that would destroy submerged components in a hot chamber setup. Injection still uses high pressure (often 70–140 MPa), but cycle times are generally slightly longer due to ladling and thermal considerations – typically 30–120 seconds per shot for aluminum depending on part size.
Anebon’s aluminum die casting services rely on cold chamber machines ranging from compact presses for housings and brackets to large-tonnage units for structural castings.
Tooling and Design Considerations for High Pressure Dies
Well-engineered die casting tooling is the foundation of dimensional accuracy, surface finish, and long tool life. Mold design impacts the longevity and quality of die casting directly – poor design leads to premature failure, excess flash, and inconsistent parts.
The dies used in high pressure die casting are typically made from hardened tool steels. Specifically, molds are typically made from hardened tool steels like H13 (DIN 1.2344), heat treated to 44–50 HRC, and sometimes surface-treated with nitriding or PVD coatings in high-wear zones.
Key design elements include:
-
Parting line placement to minimize flash and enable proper clamping
-
Gating system and runners sized for controlled fill without turbulence
-
Vents and overflows to evacuate trapped air
-
Cooling channels (including conformal designs) for uniform temperature control
-
Ejector layout and provision for slides and cores
Typical tooling lifetimes for aluminum HPDC range from 80,000 to 150,000 shots depending on alloy, part complexity, and maintenance discipline. Zinc dies, operating under gentler thermal loads, often reach 500,000 to over 1,000,000 shots. Anebon provides DFM reviews to help customers adjust wall thickness, fillet radii, and draft angles to minimize tooling complexity and cost.
Cost, Lead Time, and Maintenance of Die Casting Tooling
High pressure die casting has relatively high start up costs for die design and manufacturing compared with sand casting or investment casting. Initial tooling costs for high pressure die casting are significantly higher than other casting methods – ranging from under $10,000 for simple zinc dies to $100,000–$500,000+ for large, multi-cavity aluminum structural tools.
Typical lead times for new tooling run 4–10 weeks depending on complexity, size, and cavity count. Regular maintenance extends the lifespan of die casting molds and includes cleaning vents and gates, polishing high-wear surfaces, replacing ejector pins, sealing cooling circuits, and periodically reconditioning die faces.
Anebon balances tooling investment with projected volume, sometimes recommending modular inserts or pilot tools for R&D and pre-production phases before committing to full production tooling.
Advantages of High Pressure Die Casting
HPDC is chosen when projects require high production rates, tight dimensional accuracy, and complex shapes at a competitive cost per part. These advantages are most pronounced for medium to very high volumes where tooling costs amortize effectively.
High Production Speed and Cost Efficiency
Cycle times for aluminum HPDC typically fall between 30–120 seconds per shot. A single tool can produce tens of thousands to millions of parts per year – delivering cost effective production at scale. Automation of spraying, ladling, extraction, and trimming further reduces labor cost per piece and improves consistency.
Although the initial tooling investment is high, the per-unit cost drops significantly at volume, making HPDC ideal for automotive, electronics, and appliance programs that demand production efficiency over multi-year platforms.
Dimensional Accuracy and Surface Finish
HPDC delivers excellent dimensional accuracy and high dimensional stability compared with sand casting, gravity casting, and other casting methods. Parts often exit the die with smooth surface finishes (Ra 0.8–5 µm as-cast) suitable for direct use or minimal finishing, supporting cosmetic housings and sealed enclosures.
Good dimensional accuracy also reduces downstream CNC machining time and scrap – especially valuable in aerospace and medical OEM programs where tolerances on mating features are critical.
Thin Walls and Complex Geometries
High pressure die casting allows for complex geometries and intricate designs that would be impractical with other casting process alternatives. The process produces thin walls as low as ~1–2 mm for aluminum, and high pressure die casting can produce wall thicknesses under 0.40 mm in zinc – performance that low pressure die casting, indirect squeeze casting, and permanent mold casting cannot match.
High pressure injection and carefully designed gating allow tall ribs, fine external details, and integrated bosses or mounting features. Engineers can consolidate multi-part assemblies into a single casting, reducing fasteners and assembly time through design for assembly.
Material Utilization and Repeatability
The process delivers high material utilization because runners and flash are recyclable and metal yields are relatively high compared with traditional die casting alternatives and machining from billet. Hardened permanent molds maintain feature fidelity across long runs, ensuring repeatable quality and consistent parts for years.
This consistency is critical for OEMs producing multi-year automotive or electronics platforms where parts interchangeability and assembly automation depend on minimal variation.

Limitations and Challenges of High Pressure Die Casting
While HPDC offers significant benefits, it is not the right manufacturing method for every project or material. Design engineers should weigh these limitations carefully when choosing a casting process. Anebon’s applications engineers can help compare HPDC with investment casting and other methods for specific parts.
Porosity, Heat Treatment, and Welding Constraints
Porosity issues can occur in high pressure die cast parts due to air entrapment during rapid injection, particularly in thicker sections or poorly vented areas. This porosity can limit full heat treatment of some HPDC parts, as internal gases may expand and cause blistering. Welding can also be affected, with trapped gas leading to microcracks at weld seams.
Techniques like vacuum-assisted HPDC, optimized venting, and tight process control significantly reduce porosity for critical applications – enabling structural castings that meet automotive and e-mobility specifications.
High Initial Investment and Volume Requirements
Complex steel molds and specialized machines result in higher startup costs than many other casting processes. High initial tooling costs make high pressure die casting uneconomical for low-volume runs – the economics favor programs starting from several thousand pieces and scaling upward.
For low-volume or highly iterative R&D work, Anebon may recommend CNC machining or other rapid prototyping methods before committing to production tooling.
Material and Size Limitations
High pressure die casting is limited to non-ferrous metals. It is primarily limited to non-ferrous metals like aluminum and zinc because iron and steel have melting points and casting temperatures too high for economical die casting in steel molds.
Very large, thick-section castings may suffer from shrinkage defects and porosity, and can require alternative processes such as low pressure die casting or sand casting. Extremely high-temperature or highly corrosive environments may call for alloys or manufacturing routes beyond what standard HPDC alloys can provide.
Materials Commonly Used in High Pressure Die Casting
Material selection is driven by strength, weight, corrosion resistance, cost, and compatibility with the high pressure casting process. Anebon regularly works with aluminum, zinc, and magnesium alloys for automotive, electronics, and industrial OEMs. Each material family influences tooling wear, achievable wall thickness, dimensional stability, and finishing options.
Aluminum Alloys
Aluminum is the most widely used HPDC alloy family, valued for its high strength-to-weight ratio, good corrosion resistance, and thermal management properties. Common grades include A380, ADC12, and A360, used for motor housings, gearbox covers, structural brackets, and light weight structural components across automotive and industrial sectors.
Aluminum HPDC is often paired with CNC machining to meet very tight tolerances and critical sealing surfaces. Molten aluminum requires cold chamber machinery due to its ~660 °C casting temperature.
Zinc Alloys
Zinc alloys offer exceptional fluidity for intricate molds, filling very fine features and thin walls that other alloys cannot reliably reach. Common grades like the Zamak series are used in electronic connectors, lock components, and cosmetic hardware. Zinc die casting is common in automotive and electronics industries.
Zinc’s low pouring temperature (~420 °C) yields very long die life and excellent dimensional accuracy, making it ideal for long-running, high volume production programs.
Magnesium and Copper-Based Alloys
Magnesium is valued for its high strength-to-weight ratio and good stiffness, making it a top choice for handheld electronics housings and select automotive parts where weight reduction is critical. Alloys such as AZ91D require careful process control and sometimes protective atmospheres due to magnesium’s reactivity.
Copper-based alloys provide high strength and thermal conductivity, making them suitable for specialized components needing electrical connectivity or heat dissipation. However, copper’s high melting point accelerates die wear and increases per-part costs.
Applications of High Pressure Die Casting in OEM Industries
HPDC is central to mass production in automotive, aerospace, electronics, medical, and industrial machinery – delivering the balance of speed, precision, and mechanical properties that complex parts demand. Anebon serves international OEMs across these sectors with ISO 9001:2015 and ISO 14001:2015 certification, delivering parts from prototypes to full production runs.
Automotive and Mobility
High pressure die casting produces engine blocks for the automotive industry alongside transmission housings, inverter housings for EVs, steering components, and structural brackets. HPDC supports weight reduction and integration of multiple functions into a single casting, enhancing fuel efficiency and EV range.
Anebon supplies precision die cast and machined parts for overseas automotive OEMs and Tier 1 suppliers, including components requiring post-casting heat treatment and welding.
Aerospace, Robotics, and Industrial Machinery
Aerospace components are made with high pressure die casting for non-critical structural parts, housings, and brackets where consistent dimensional accuracy and light weight construction are essential. In robotics and industrial automation, HPDC produces gearbox housings, actuator bodies, and sensor enclosures.
HPDC combined with 5-axis CNC machining enables the intricate geometries and tight tolerances these sectors demand.
Electronics, Medical Devices, and Consumer Products
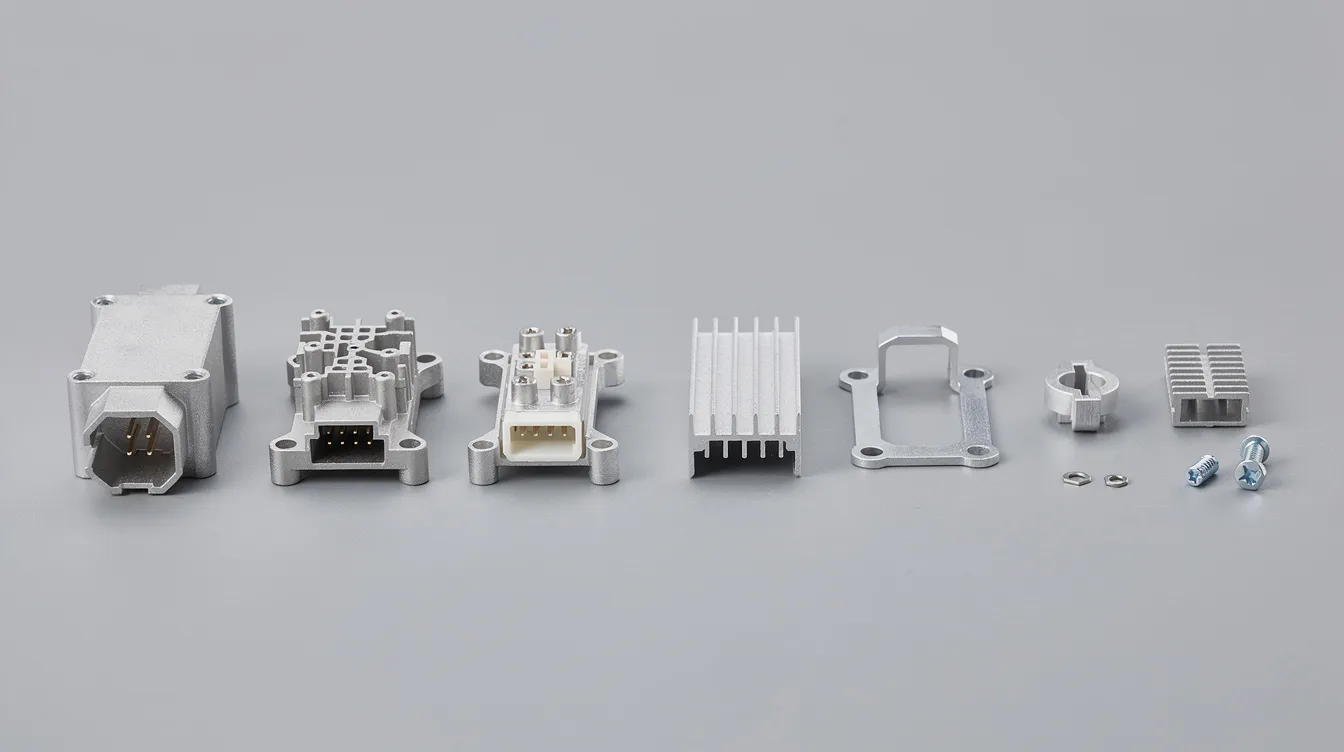
High pressure die casting is used for consumer electronics housings, heat sinks, connector bodies, and EMI-shielding enclosures in both aluminum and zinc. Medical devices are manufactured using high pressure die casting for applications such as imaging system frames, pump housings, and ergonomic instrument handles requiring both strength and fine surface finish.
Consumer products like power tool housings and appliance panels leverage HPDC’s high quality products output and cosmetic surface quality at scale.
Anebon Metal Products: High Pressure Die Casting Services
Anebon Metal Products Limited is a Dongguan-based precision manufacturer founded in 2010, specializing in HPDC, CNC machining, and sheet metal fabrication for overseas OEMs.
Our typical engagement follows a clear path:
-
RFQ submission – send us your drawings or 3D models
-
Rapid quotation – typically within 24–48 hours
-
DFM feedback – our engineers review draft, wall thickness, gating, and alloy selection
-
Tooling design and build – with simulation-validated gating and cooling
-
Sample approval – first articles with full dimensional reports
-
Production ramp-up – scaling to full volume with ongoing QC
We offer cold chamber aluminum and magnesium die casting, tight-tolerance machining down to ±0.002 mm on CNC features, and a full range of surface treatments including anodizing, powder coating, and plating. Our ISO 9001:2015 and ISO 14001:2015 certifications ensure quality assurance, full traceability, and environmental responsibility throughout every project.
If you are developing a new product or scaling an existing design, contact Anebon’s engineering team for a feasibility review and high pressure die casting quotation. We are ready to help you move from concept to cost effective production with the speed, precision, and consistency your program demands.