Essential Guide to Metal Coating: Benefits and Applications Explained
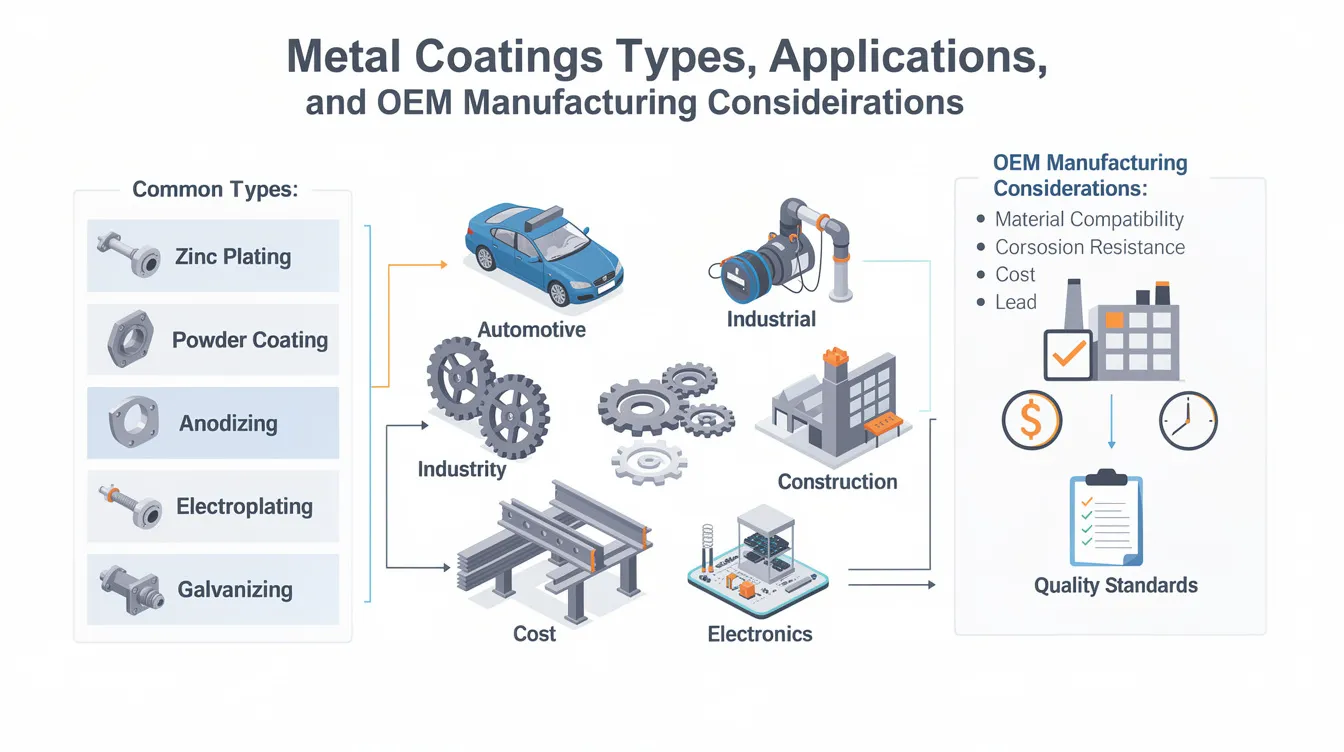
Metal Coatings: Common Types, Applications, and OEM Manufacturing Considerations
Every precision-machined part eventually faces the real world-humidity, salt spray, chemical exposure, mechanical wear. A metal coating is what stands between a high-performance component and premature failure. This guide walks design engineers and sourcing managers through the most widely used coating processes, their technical trade-offs, and the practical considerations that matter when specifying coated parts for OEM production.
What Are Metal Coatings and Why They Matter for OEM Parts
Metal coatings are engineered layers applied to a base material to modify its surface properties. They create a barrier against moisture and air, prevent corrosion, reduce wear in abrasive environments, and can improve aesthetics or electrical performance. Whether you are working with ferrous metals like carbon steel and cast iron, or non-ferrous alloys such as aluminum and titanium, the right coating extends equipment lifespan and reduces maintenance needs across various industries.
Consider a few real-world scenarios:
-
A carbon steel chassis for an EV charging station installed near a coastline will form iron oxide-common rust-within weeks if left unprotected. That rust consumes base metal, undermines dimensional accuracy, and eventually compromises structural integrity.
-
Aluminum housings for consumer electronics need scratch-resistant, aesthetically consistent finishes that hold up under daily handling. Without a coating, the metal’s surface will show wear marks and patina stains quickly.
-
Stainless steel surgical tools must survive repeated sterilization cycles involving high temperatures, moisture, and acidic chemicals. A properly applied coating or passivation layer keeps corrosion products from forming on critical contact surfaces.
For design engineers and sourcing managers, the question is not whether to coat-it is which coating delivers the best balance of protection, appearance, durability, and cost for a specific application.
Metal coatings enhance durability and performance in industrial applications ranging from aerospace brackets to robotics housings to automotive fasteners. Uncoated iron and steel are particularly vulnerable: in humid or saline environments, metals react with water and oxygen to form iron(III) oxide (rust), which progressively eats into the steel substrate and destroys tight tolerances that were expensive to achieve.
At Anebon Metal Products Limited, we provide precision CNC machining, die casting, and sheet metal fabrication with tolerances as tight as ±0.002 mm. Surface treatments-including all the coatings discussed in this guide-are managed either in-house or through certified coating partners as part of our turnkey manufacturing service. The sections that follow will help you choose the right coating during DFM review and RFQ stages, so you can specify with confidence.

How Metal Coatings Protect Ferrous and Non-Ferrous Metals
Corrosion is fundamentally an electrochemical natural process. When ferrous metals like mild steel, alloy steel, or cast iron are exposed to moisture, oxygen, and contaminants such as chlorides or sulfur dioxide, anodic and cathodic sites form on the metallic surfaces. Oxidation occurs at anodic sites, reduction at cathodic ones, and the result is progressive material loss-pitting, scaling, and eventually structural failure. Non-ferrous alloys like aluminum form thin passive oxide layers naturally, but these can break down in chloride-rich or acidic conditions.
Metal coatings are applied through electroplating, hot dipping, and spraying to counteract these mechanisms. There are three fundamental ways coatings protect:
Barrier Protection. A physical layer separates the ground metal from corrosive agents. Epoxy paints, powder coatings, and liquid resin or epoxy coatings provide resistance to chemicals and moisture by blocking water, oxygen, and salts from reaching the metal substrate. Think of a powder coated outdoor telecom cabinet: the polymer film keeps the environment away from the steel underneath.
Sacrificial or Galvanic Protection. A more electrochemically active metal-typically zinc-is applied to steel. When the coating is scratched or damaged, the zinc corrodes preferentially, protecting the underlying steel substrate even at exposed spots. This is the principle behind hot-dip galvanizing and zinc electroplating.
Passive or Chemically Inert Layers. Conversion coatings like anodized aluminum oxide or passivated stainless steel form a chemically stable barrier that resists chemical attack. These layers are not sacrificial but rely on their chemical inertness. They perform well in mild to moderate environments, though extreme chloride exposure or abrasion can degrade them.
Salt-Spray Comparison: A Practical Illustration
Imagine three identical mild steel panels tested in a salt-spray chamber (per ASTM B117):
-
Uncoated steel: Visible rust appears at edges within 24 hours. Full surface corrosion develops by 72 hours.
-
Hot-dip galvanized steel (coating ~70–85 μm): No red rust for over 1,000 hours. Even at scratches, galvanic protection keeps the steel intact until the zinc layer is largely consumed.
-
Powder coated steel (epoxy-polyester, ~80–100 μm): The barrier blocks moisture effectively for 500–1,000 hours, but any uncoated edges or areas with poor adhesion may begin rusting earlier.
Metal coating processes enhance corrosion resistance and wear protection, but their effectiveness depends on the operating environment. In coastal Guangdong Province, where ambient humidity regularly exceeds 90% and salt aerosols are common, coatings must handle aggressive chloride exposure. In Northern Europe, road-salted winters demand thick galvanizing or duplex systems on structural steel. In cleanroom environments for medical and semiconductor parts, coatings must be non reactive, low-particle-shedding, and compatible with harsh cleaning chemicals and mild detergents used during decontamination.
Proper surface preparation-degreasing, blasting, pickling-is critical to all three protection mechanisms. We will cover preparation and quality control in detail later in this article.
Common Types of Metal Coatings Used in Modern Manufacturing
Most OEM projects rely on a handful of well-proven coating families with predictable performance, established standards, and competitive cost profiles. Before diving into each one, here is a quick overview of the common types this guide covers:
-
Anodizing – An electrochemical conversion process that creates a protective oxide layer on aluminum, producing a hard, dye-accepting surface ideal for electronics and aerospace parts.
-
Galvanizing – Immersing steel or iron in molten zinc to form a thick, sacrificial zinc coating for long-term outdoor corrosion protection.
-
Electroplating – Depositing a thin layer of metal onto another conductive substrate using electrical current in an electrolytic solution, for functional or decorative purposes.
-
Powder coating – Spraying electrostatically charged polymer powder onto a part and curing it in an oven to create a durable, colorful protective film.
-
Liquid painting – Applying solvent-based or water-based paint by spray or brush; paint coatings are the most affordable type of metal coating and the easiest to apply in the field.
Selection depends on substrate (ferrous vs non-ferrous), operating environment (indoor, outdoor, marine), aesthetic requirements, thickness control on tight-tolerance features, and production volume-from rapid prototyping to runs of hundreds of thousands of units.
At Anebon, we typically help customers compare these options during DFM review, often supplying test coupons or a one gallon sample batch of coated parts for verification before committing to full production. This approach catches color, adhesion, or dimensional issues early.
Anodizing: Durable Oxide Layers for Aluminum Components
Anodizing creates a thicker oxide layer on aluminum surfaces by using the part as an anode in an acid bath. An electrical current drives the formation of aluminum oxide (Al₂O₃) that is integral to the surface-not deposited on top like paint. The resulting layer is harder than the base aluminum, resistant to corrosion, porous enough to accept solvent dyes for coloring, and electrically insulating.
This process is used primarily on non-ferrous metals, usually aluminum and its alloys (6061-T6, 7075-T6 being among the most common materials), and is not suitable for ferrous metals like steel. The oxide layer that forms is chemically stable and far more durable than the thin natural oxide that aluminum develops on its own.
Here are the anodizing types most relevant to OEM projects:
-
Type II (Sulfuric Acid Anodizing, per MIL-A-8625 Type II): Decorative and functional. Available in clear (Class 1) or dyed colors (Class 2) using solvent dyes or organic dyes. Typical thickness ranges from 5–25 μm. Hardness is approximately 200–400 HV depending on alloy and process conditions. This is the go-to for anodized finishes on electronics housings, camera enclosures, and consumer products.
-
Type III (Hard Anodizing, per MIL-A-8625 Type III): Engineered for wear resistance. Thickness typically ranges from 25–75 μm, with some extreme-wear applications reaching up to 100–150 μm. Hardness reaches 400–600 HV-comparable to mid-carbon steel. Color options are limited to dark gray or black; dye oxide patinas and bright colors are generally not achievable. Hard anodizing is increasingly common in robotics, aerospace, and outdoor sensor housings where the anodized surfaces must resist abrasion over years of service.
Additional types exist: Type I (chromic acid anodizing) produces thinner coatings of ~0.5–7.6 μm for applications where ductility or fatigue life matters, and type b and type c classifications may appear in specific military or aerospace procurement documents.
After anodizing, sealing is essential. Hot water sealing or nickel acetate sealing closes the porous oxide structure, improving dye fastness and corrosion resistance. Unsealed anodize allows dye to leach and corrosion to ingress through the pores, reducing the long-term protection of the finish.
Real-world applications include anodized heat sinks for power electronics (produced in high volumes since around 2015), camera and drone housings requiring both thermal dissipation and a durable finish, and medical device enclosures where non toxic, cleanable coatings are required. The endless possibilities of color and texture make Type II anodizing especially popular for branded consumer products.

Key Design and Sourcing Considerations for Anodizing
Because anodizing is a conversion process, the oxide layer grows both outward (above the original surface) and inward (consuming base aluminum). The typical split is roughly 50% outward, 50% inward. A 50 μm Type III coating means approximately +25 μm of growth on external dimensions-and a corresponding shrinkage of internal features like holes and bores.
For precision CNC machined aluminum parts, this matters. If Anebon machines a bore to ±0.002 mm, the anodizing layer can easily push it out of tolerance unless compensated. Key recommendations:
-
Specify “before anodizing” dimensions on technical drawings for holes, threads, and sliding fits. Alternatively, plan to finish-machine critical features after anodizing.
-
Call out applicable standards such as MIL-A-8625 or ISO 7599 for aerospace or defense projects. These define thickness classes, sealing requirements, and test methods.
-
Expect color consistency challenges on large production runs. Alloy composition, bath chemistry, and temperature all influence final hue. OEMs often approve a pilot batch first to lock in the target color before scaling up.
-
Request coating thickness reports and color samples as part of first article inspection (FAI). Anebon provides these for overseas clients alongside dimensional reports, ensuring that the coated metal meets both functional and cosmetic specifications.
Galvanizing: Zinc Coatings for Heavy-Duty Corrosion Protection
Galvanizing involves immersing steel in molten zinc at approximately 450 °C, forming a metallurgically bonded zinc-iron alloy coating on the steel surface. The galvanizing process is one of the oldest and most reliable methods for protecting ferrous metals against corrosion in harsh outdoor environments, and it remains the standard for structural steel across construction, energy, and transportation sectors.
The principle is straightforward: zinc is more electrochemically active than steel. When moisture and contaminants are present, the zinc corrodes preferentially-sacrificing itself to protect the underlying iron or steel. This galvanic protection continues even when the coating is locally scratched or damaged, because zinc ions migrate to protect exposed steel. Over time, galvanizing forms a protective zinc carbonate layer on the steel that further slows zinc consumption.
There are two main variants:
-
Hot-dip galvanizing (HDG): Parts are fully immersed in molten zinc. Coating thickness depends on steel thickness per EN ISO 1461: for steel >6 mm, the mean minimum is ~85 μm; for 3–6 mm steel, ~70 μm; for 1.5–3 mm, ~55 μm. These thicker coatings deliver decades of outdoor service life.
-
Electro-galvanizing (zinc electroplating): A thinner, more uniform zinc layer (typically 5–25 μm) applied via electroplating. Better for cosmetic applications and indoor use, but with less long-term corrosion protection than HDG.
Concrete examples of galvanized components include highway guardrails, structural beams for solar farms (a rapidly growing application since 2020), and outdoor enclosures for industrial machinery exposed to rain, UV, and temperature cycling. In rural or mild industrial atmospheres, an HDG coating of 70–85 μm can provide 20–50 years of corrosion-free service.
Typical drawbacks to consider:
-
Coating is thicker and less uniform than electroplated alternatives, adding more metal to edges and corners.
-
Thin sheet metal (<1.5 mm) can distort due to the thermal stress of immersion in molten zinc.
-
Appearance is dull gray and spangled-not suitable where branding or color is needed without overcoating.
-
Weight increases slightly (approximately 3–5% additional mass depending on coating thickness).
When specifying galvanized sheet metal parts, we recommend prime it with a clear specification: target coating mass (e.g., 275 g/m² or higher), applicable standard (ISO 1461), and any requirements for subsequent painting. If you need a painted finish over galvanizing, we recommend prime it with an etch primer or wash primer before applying topcoats, as bare zinc can cause adhesion problems with some paint systems.

When to Choose Galvanizing vs Other Metal Coatings
Galvanizing is the right call when:
-
The part faces long service life (20+ years) outdoors with minimal maintenance.
-
The component is structural or safety-critical steel where coating failure is unacceptable.
-
Aesthetic requirements are minimal, or the part will be subsequently painted over the galvanized layer.
-
Coverage of thousands of square feet of steel surface area is needed cost-effectively.
By contrast, powder coating or liquid painting is preferred when color, branding, or smoother finishes are the priority-especially for indoor equipment, consumer-facing panels, or parts where traditional patinas or universal patinas are desired as a visual style rather than a sign of degradation.
Anebon can machine and fabricate steel parts, then coordinate galvanizing with qualified local partners in Guangdong as part of a turnkey service. Engineers should involve the coating supplier early in the design phase: vent holes, drain holes, weld design, and lifting points must all account for the galvanizing process. Molten zinc must flow freely into and out of hollow sections, and trapped air or moisture can cause dangerous steam explosions during dipping.
Electroplating: Functional and Decorative Metal Coatings
Electroplating deposits a thin layer of metal onto another conductive substrate using DC electrical current passed through an electrolytic solution. The part acts as a cathode, attracting positively charged metal ions from the bath. The result is a uniform, adherent metallic layer that can serve functional, decorative, or both purposes. Electroplating provides excellent corrosion protection for metals while also enabling precise control of coating thickness.
Common electroplated metals and their typical applications:
-
Zinc plating: 5–25 μm thickness. Low-cost corrosion protection for fasteners, brackets, and stamped parts. Often followed by a clear or colored passivation (chromate conversion) to slow white rust formation on the zinc layer. Specify as “Zn, 8–12 μm, clear passivation, RoHS compliant” on drawings.
-
Nickel plating: 5–50 μm depending on function. Provides wear and corrosion resistance for electronics enclosures, connectors, and mechanical components. Decorative nickel is thinner; engineering nickel for wear resistance is thicker. Electroless nickel (a chemical rather than electrolytic process) can reach ~500–550 HV when heat treated-an option when you need a polished, hard surface.
-
Chromium plating: Decorative chrome is typically 0.1–1 μm over a nickel undercoat. Hard chrome (industrial) can range from 5–300 μm for high-wear applications like hydraulic cylinders and tooling. Note that hexavalent chromium is increasingly restricted; trivalent chrome processes are the non hazardous alternative.
-
Precious metals (gold, silver, palladium): Thickness often 0.5–5 μm. Used on electrical connectors, medical contacts, and sensor components where conductivity, biocompatibility, or solderability matters. Plating can enhance electrical conductivity or insulation of surfaces depending on the metal selected.
Advantages of electroplating include high precision control of thickness, the ability to plate complex geometries (including internal bores and recesses with proper fixturing), and excellent appearance on burnished or polished substrates. The process works on a wide range of common materials including steel, copper, brass, and aluminum (with appropriate pre-treatment).
Disadvantages include the use of hazardous chemicals (cyanides, heavy metals, acids) in many plating baths, environmental regulatory burden, risk of hydrogen embrittlement in high-strength steels, and the potential for uneven thickness in deep recesses or blind holes. Anebon’s ISO 9001:2015 and ISO 14001:2015 certifications ensure that surface treatment processes meet both quality and environmental management standards.
Electroplating for High-Precision OEM Components
For aerospace, robotics, and medical device applications, plating thickness directly impacts final part dimensions. When Anebon machines a connector pin to ±0.002 mm, even a 10 μm nickel-gold plating stack adds 20 μm to the outer diameter. Design engineers must coordinate plating thickness with machining tolerances, specifying either pre-plating dimensions (larger bores, smaller pins) or masking critical features.
Anebon often provides both unplated and plated measurement reports to confirm dimensional conformity after coating. This is especially important for mating parts, press fits, and soldered connections.
For validation, we recommend sample runs-such as a barrel-plating batch of fasteners-to verify fit, appearance, and solderability before committing to full-scale production. Corrosion prevention reduces maintenance costs by extending component life, but only if the plating specification matches the actual operating environment.
RoHS and REACH compliance is essential for EU and US markets. All coatings mentioned on OEM drawings should specify compliance status, and your supplier should provide material declarations and test certificates confirming the absence of restricted substances.
Powder Coating and Liquid Paint Coatings
Powder coating and liquid painting are the two most widely used organic coating families for metal parts. Both provide protection and aesthetics, but they differ significantly in application method, film characteristics, and environmental impact.
Powder coating involves spraying dry polymer powder-typically polyester, epoxy, polyurethane, or hybrid formulations with two different formulas for different performance requirements-onto an electrically grounded part. Powder coating uses electrically charged particles for adhesion: the electrostatic charge causes the powder to cling uniformly to the ground metal suspended on a rack or conveyor. The part then enters a curing oven at 180–200 °C, where the powder melts and flows into a continuous film. Typical film thickness is 60–120 μm.
Advantages of powder coating include:
-
Minimal VOC emissions-sustainable practices include low VOC and water-based coatings, and powder is inherently solvent-free.
-
Excellent chip, impact, and abrasion resistance. The film dries hard and withstands mechanical abuse well.
-
Broad color and texture options-RAL colors, matte, gloss, wrinkle, and textured finishes. Industrial control panels, die-cast aluminum enclosures, and outdoor electrical cabinets are common applications.
-
The cured film is non toxic and non reactive once fully polymerized.
Limitations of powder coating:
-
Powder coating requires specialized equipment for application-spray booth, electrostatic guns, and a curing oven sized to the parts.
-
Achieving very thin films (<40 μm) is difficult; edge buildup on sharp corners can affect tight tolerances.
-
Part size is constrained by oven dimensions.
-
Advanced coating methods require expensive specialized equipment, making powder coating less practical for very low volumes.
Liquid painting uses solvent-based or water-based systems applied by spray, brush, or dip. Film thickness is typically thinner-25–50 μm per coat-and a recommended two layers approach (primer + topcoat) is standard for outdoor durability. Many painters recommend prime it first with an appropriate primer, especially on bare steel or non metal surfaces like concrete or wood that may also receive protective coatings alongside metal assemblies in industrial installations. Paint coatings are the most affordable metal coating option and the easiest to apply in the field for touch-ups.
Liquid paint advantages include lower equipment cost, easier color changes between batches, and suitability for very large structures (bridges, building facades, tanks covering hundreds of square feet). However, paint generally offers lower durability than powder coating, produces higher VOC emissions (though water-based systems are improving), and is more susceptible to runs, sags, and UV degradation. Research is ongoing for bio-renewable and biodegradable materials to further reduce the environmental footprint of liquid coatings.
Additionally, some specialty liquid coatings incorporate resin or epoxy formulations that provide exceptional chemical resistance-suitable for parts exposed to solvents, fuels, or cleaning agents. Finishing waxes can be applied over cured paint or powder coating as a final protection layer; finishing waxes work best on surfaces that need additional gloss retention or fingerprint resistance, and they can provide a burnished appearance. Vista patinas and decorative finishes on architectural metalwork often rely on liquid coating systems because of the fine color control they offer.
Choosing Between Powder Coating and Paint for OEM Projects
Selection depends on several factors:
-
Part geometry and size: Powder coating excels on smaller to mid-size parts that fit in a standard oven. Very large weldments or assemblies may require liquid paint.
-
Annual volume: High-volume production favors powder coating’s efficiency and consistency. Low volumes or prototypes may favor paint to avoid oven setup costs. Coil coating provides consistent coverage on flat surfaces and is ideal for very high volume sheet metal production.
-
Desired appearance: Powder coating offers excellent consistency across large batches. Liquid paint offers finer control for gradient effects, patinas work, and specialty textures.
-
Target environment: Outdoor telecom cabinets, solar inverter housings, and EV charging stations typically specify powder coating. Indoor office equipment may only need paint. For critical applications, specify an ISO 12944 corrosion category or ASTM B117 salt spray hours to set clear expectations.
We encourage ordering coated prototypes or a short production run before committing to thousands of units. Verify color consistency, adhesion, and fit against your assembly requirements. Anebon can match customer-supplied color codes and supply coating certificates from qualified partners.
Surface Preparation and Quality Control for Metal Coatings
No coating performs well on a dirty, oily, or poorly profiled surface. Metals must be cleaned and profiled for proper adhesion of coatings-this is the single most important variable in coating longevity. Improperly applied coatings can crack, chip, or peel if the substrate was not properly prepared, and many field failures trace back to inadequate cleaning or profiling rather than a defective coating material.
Key preparation steps:
-
Degreasing / alkaline cleaning: Removes machining oils, coolants, and handling contaminants. Without this step, coatings will blister or delaminate. Some shops use a polishing wheel or steel wool to remove light surface contamination, though chemical cleaning is more consistent for production volumes.
-
Abrasive blasting: Sand, grit, or shot blasting removes mill scale, rust, and old coatings while creating a surface profile for mechanical adhesion. Standards like ISO 8501-1 define cleanliness levels (Sa 2½ is the most commonly specified grade for corrosion-critical parts).
-
Pickling: Acid treatment (sulfuric, hydrochloric) for ferrous metals to chemically remove scale and rust. Followed by neutralizing and rinsing.
-
Pre-treatment for aluminum: Includes bright dip, chemical etch, and desmut steps before anodizing. The aluminum surface treatment sequence directly influences oxide quality and color consistency.
-
Masking: Critical threads, bores, mating surfaces, and sliding fits must be masked if the coating would interfere with function. Features may require post-machining after coating.
Quality control and inspection methods:
-
Coating thickness measurement: Magnetic gauges (for coatings on ferrous substrates) or eddy current gauges (for coatings on non-ferrous substrates). Tolerances are typically ±10–15% of nominal thickness for production coatings.
-
Adhesion tests: Cross-hatch tape pull-off per ASTM D3359, bend tests, or impact tests verify that the coating bonds properly to the substrate.
-
Visual inspection: Checking for runs, drips, orange peel, pinholes, blistering, and color uniformity.
-
Environmental testing: Salt spray (ASTM B117), cyclic corrosion, and UV exposure tests for parts destined for outdoor or aggressive environments.
-
Advanced analysis: SEM-EDX, XRF for elemental composition, and microhardness testing are used primarily for failure analysis or R&D rather than routine production.
Anebon integrates coating checks into its ISO 9001:2015 quality system, providing coating thickness measurement reports alongside dimensional inspection data. For overseas OEMs, this documentation ships with every production order.
Thermal spraying uses molten droplets to coat surfaces with high-speed application and is sometimes used for specialized wear or thermal barrier coatings, though it requires dedicated equipment and is less common in general OEM production than the methods above.
Selecting the Right Metal Coating for Your CNC, Die Cast, and Sheet Metal Parts
There is no single best coating. The optimal choice depends on the metal type, functional requirements, expected service life, operating environment, and cost targets. Patinas work differently on different substrates-what protects steel outdoors may be unnecessary for an indoor aluminum housing. More patina may develop on copper alloys as a natural process over years of atmospheric exposure (driven by carbon dioxide, moisture, and pollutants), but this is usually undesirable on precision components where dimensional stability matters.
Here is a simplified decision flow:
-
Ferrous metals in outdoor or industrial environments → Hot-dip galvanizing for structural parts, or zinc plating + powder coating for components where appearance matters. Corrosion products on unprotected steel accumulate rapidly in aggressive atmospheres.
-
Aluminum housings and enclosures → Type II anodizing for decorative and moderate-protection applications; Type III hard anodizing for wear-critical parts. Powder coating is an alternative when color range or non-conductive surfaces are required.
-
Electrical connectors and contacts → Nickel or gold electroplating for conductivity, solderability, and corrosion resistance.
-
Large structural assemblies, glass-enclosed facades, or mixed-material installations → Liquid paint systems with proper primer layers, specified to ISO 12944.
Looking ahead, smart coatings provide dynamic protection by reacting to stimuli such as pH changes or mechanical damage, and self-healing coatings automatically repair minor damage to maintain barrier integrity. These emerging technologies are not yet mainstream for most OEM production but represent where the industry is heading.
When requesting a quote, share as much detail as possible:
-
Substrate material and alloy
-
Operating environment (temperature range, humidity, chemical exposure, UV)
-
Expected service life in years
-
Applicable standards (MIL, ISO, ASTM)
-
Cosmetic requirements (color codes, gloss level, texture)
-
Critical dimensions that must be maintained after coating
Anebon supports overseas OEMs from rapid prototyping through full production, helping you select coatings that balance performance, lead time, and budget. Whether you need a handful of anodized prototypes or tens of thousands of galvanized brackets, our engineering team provides DFM feedback and coating recommendations tailored to your project.
Ready to get started? Send your 3D files and drawings to Anebon for DFM feedback and a tailored coating recommendation. We typically respond within 24 hours on business days, so you can keep your project moving without delays.