Essential Guide to CNC Machinery: Types, Benefits, and Applications
CNC Machinery: A Practical Guide for OEM Engineers and Buyers
Choosing the right manufacturing process can make or break a product launch. For engineers and procurement teams sourcing precision parts, understanding CNC machinery is essential. This guide breaks down how CNC machines work, what types exist, and how to match the right equipment to your part requirements.
What Is CNC Machinery?
CNC stands for computer numerical control. CNC machinery automates manufacturing by guiding cutting tools with pre programmed software and codes, replacing manual control of machine tools. Rather than a human operator hand-cranking each axis, a computer program directs exact movements of the spindle, table, and cutting tools along multiple axes simultaneously.
CNC machining is a subtractive manufacturing process. Machinists secure stock material to the machine, and the cnc machine works by removing material until the desired shape is achieved. It handles various materials including aluminum, steel, titanium, brass, and engineering plastics, producing parts with tight tolerances and high repeatability.
Common types of cnc equipment include cnc mills, cnc lathes, cnc routers, cnc plasma cutters, laser cutters, electric discharge machines, waterjet cutters, and CNC grinders. The vast majority of modern production shops rely on several of these machine types working together.
How does a cnc machine differ from a machine tool operated by hand? Four ways stand out:
-
Automation enables 24/7 operation without fatigue
-
Precision reaches tolerances as tight as ±0.002 mm on critical features
-
Complex 3D geometries, internal cavities, and undercuts become practical
-
Consistency stays uniform from part one to part one thousand
The first NC machines were built in the 1940s and 1950s, originally driven by punch cards and analog systems. Today’s cnc systems run on digital computers with advanced motion planning and feedback. CNC technology has transformed the manufacturing industry, making complex machinery accessible even for low-volume production.
Anebon Metal Products Limited uses industrial CNC machinery for OEM production rather than selling machines. Based in Dongguan, China, Anebon serves overseas design engineers and R&D teams needing precision parts from prototyping through mass production.
How CNC Machining Works: From CAD File to Finished Part
The digital workflow moves through distinct stages: design, toolpath generation, machine setup, cutting, and inspection. Each stage builds on the previous one, and errors caught early save significant cost downstream.
CAD models are created to represent final parts in manufacturing. Engineers build 3D solid models in computer aided design software such as SolidWorks, CATIA, or Autodesk Inventor, defining dimensions, tolerances, and surface finish requirements according to GD&T standards.
Next, computer aided manufacturing cam software converts those CAD models into CNC code. Tools like Mastercam, Fusion 360, or PowerMill generate toolpaths that define roughing and finishing passes, select cutting tools, and calculate feed rate and spindle speed. The aided manufacturing cam software outputs generic toolpaths that are then post-processed into machine-specific g code and m code for the target controller (Fanuc, Siemens, Heidenhain, etc.).

During machine setup, operators fixture the workpiece, load cutting tools into the tool magazine, set work offsets, and run the program dry to verify machine moves and avoid collisions. Machinists secure raw materials to CNC machines for milling or drilling operations, ensuring parts are clamped rigidly enough to withstand cutting forces.
In-process monitoring follows. Feedback systems, on-machine probing, and first-article inspection catch dimensional drift before it becomes scrap. After machining, parts go through deburring, surface treatment (anodizing, plating, passivation), and final dimensional inspection before shipment.
Core CNC Machine Types Used in Modern Manufacturing
Different CNC machines handle different geometries, materials, and production volumes. Selecting the right machine tool for a given part is one of the most impactful decisions in cnc manufacturing. The sections below cover industrial applications and capabilities rather than hobby-grade equipment.
CNC Milling Machines (CNC Mills)
CNC mills are the workhorses for prismatic parts and 3D contours. CNC mills operate on three axes – the x axis, Y, and Z – for basic work. Adding a rotary axis (4-axis) or two rotary axes (5-axis) unlocks complex profiles, undercuts, and tilted features common in aerospace, medical, and mold components.
-
Vertical machining centers (VMCs) suit general milling, drilling, and prototyping of housings, brackets, and plates.
-
Horizontal machining centers (HMCs) feature pallet changers that push spindle utilization to 80–90%, compared to 25–40% in typical VMCs, making them efficient for higher-volume production.
Typical tolerances for precision milling reach about ±0.01 mm for many features. Anebon targets as tight as ±0.002 mm on critical features using grinding or EDM finishing. Surface roughness commonly falls between Ra 0.4–3.2 µm. Use cases include precision enclosures, heatsinks, molds, jigs, and structural components for robotics and electronics.
For a deeper look at capabilities, see our guide on what a CNC milling machine is.
CNC Lathes and Turning Centers (with Live Tooling)
CNC lathes are used for producing round components like shafts, bushings, connectors, and fittings. The workpiece rotates while stationary cutting tools shape it along two axes (X and Z). Multi-axis turning centers add Y-axis and C-axis capability.
Live tooling equips the turret with powered tools that allow milling, drilling, and tapping on the lathe itself, reducing setup time and improving concentricity. Twin-spindle and bar-fed lathes handle high-volume production of small turned parts for automotive and electronics. Swiss-type cnc lathes excel at small diameters (Ø1–32 mm) with tolerances down to ±0.0025 mm.
Example industries: hydraulic fittings, medical implants, sensor housings, and precision fasteners.
CNC Routers
CNC routers are gantry-style machines optimized for large panels and softer stock material such as wood, plastics, composites, and thin materials like aluminum sheet. They run at high spindle speeds with vacuum tables for fast cutting and nesting of multiple parts.
Typical use cases include furniture, signage, packaging, architectural panels, and lightweight aluminum components. OEMs may use cnc routers for prototype fixtures, packaging inserts, or composite panels where tolerances of ±0.1–0.3 mm are acceptable.
CNC Plasma Cutters and CNC Laser Cutters
CNC plasma cutters use high velocity jets of ionized gas to cut materials that are conductive – primarily thick steel plates and structural components. They offer speed but less edge precision, with a noticeable heat-affected zone. Typical applications include construction steel, shipbuilding, and heavy equipment parts.
CNC laser cutters use focused fiber or CO₂ laser beams for high-precision cutting of thin to medium sheet metals. Applications include electronics chassis, decorative panels, thin stainless brackets, and automotive trim. Both plasma and laser cutting often combine with downstream CNC machining for final tolerances, threaded holes, and dimensional tasks that the cutting processes alone cannot achieve.
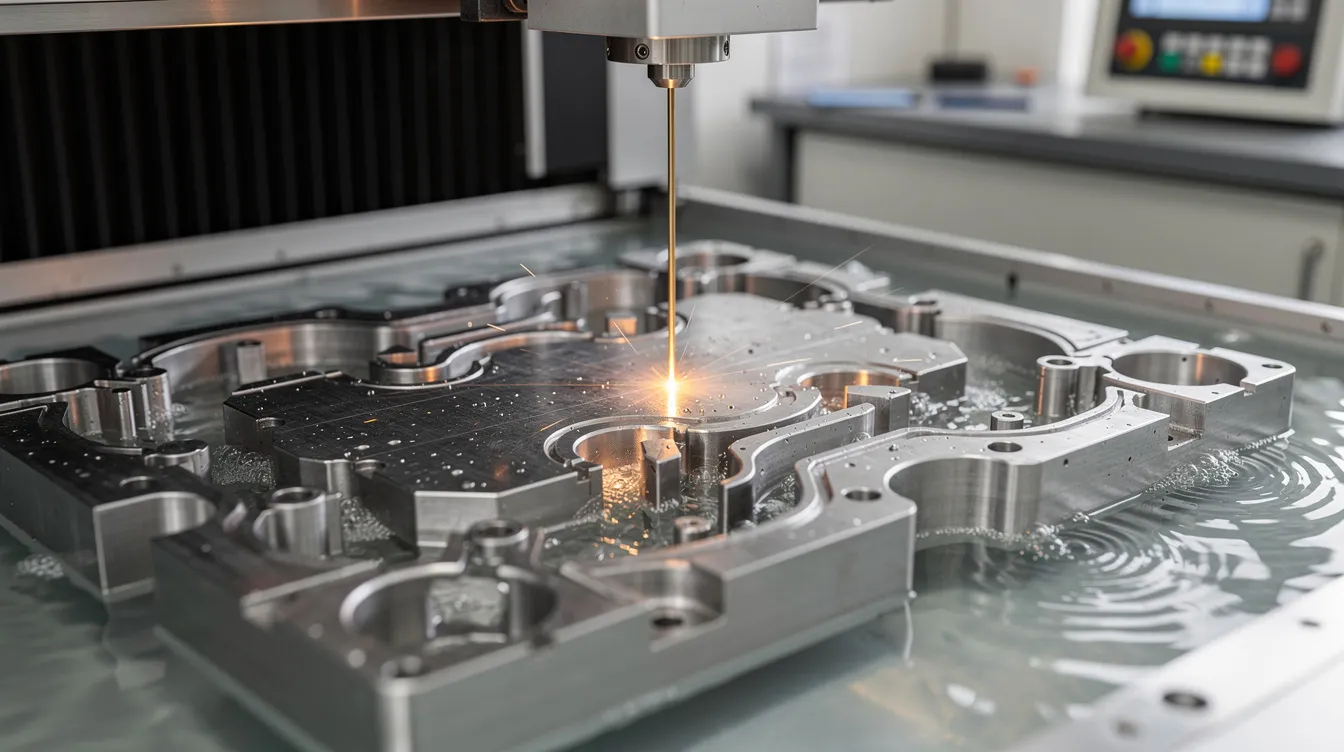
Electric Discharge Machines (EDM)
EDM is a non-contact manufacturing process that removes metal via controlled electrical discharges – sometimes called spark machining – in a dielectric fluid. Electric discharge machines mold workpieces with electrical sparks, making them ideal for hardened tool steels where conventional cutting tools would fail.
-
Wire EDM uses a continuously fed thin wire to cut materials into intricate profiles and sharp internal corners. Tolerances reach ±0.001 mm on suitable setups, with surface finishes of Ra 0.4–1.6 µm.
-
Sinker EDM (also called die sinking or ram EDM) uses shaped copper or graphite electrodes to create deep cavities in hardened steels. Tolerances typically reach ±0.005 mm with finishes down to Ra 0.1 µm.
Use cases include injection mold cavities, metal stamping dies, fine slots, and features that are difficult or impossible to mill. EDM is slower but avoids mechanical stresses, which matters for advanced jobs in hardened materials.
Waterjet Cutters and Other Specialty CNC Machines
Water jet cutters use high-pressure water mixed with abrasives to cut hard materials – metals, stone, glass, composites – without heat-affected zones. This cold process makes them valuable for heat-sensitive or laminated materials in aerospace, mining, and marine industrial applications. Typical tolerance is around ±0.013 mm.
Other CNC-controlled processes include ultrasonic cutting for brittle materials, CNC grinding for ultra-fine finishes on hardened surfaces, and automated punching as factory tools in integrated fabrication lines. OEMs often combine waterjet or laser cutting with CNC machining and sheet metal fabrication in one supply chain.
Key Components of a CNC Machine Tool
Machine performance depends on three pillars: mechanical structure, drive system, and control electronics. Understanding these helps engineers evaluate whether a supplier’s cnc equipment can actually hold the tolerances they specify.
-
The machine frame and linear guides form the foundation. Heavy cast iron or polymer-concrete bases with precision-ground guide rails provide rigidity, vibration damping, and thermal stability.
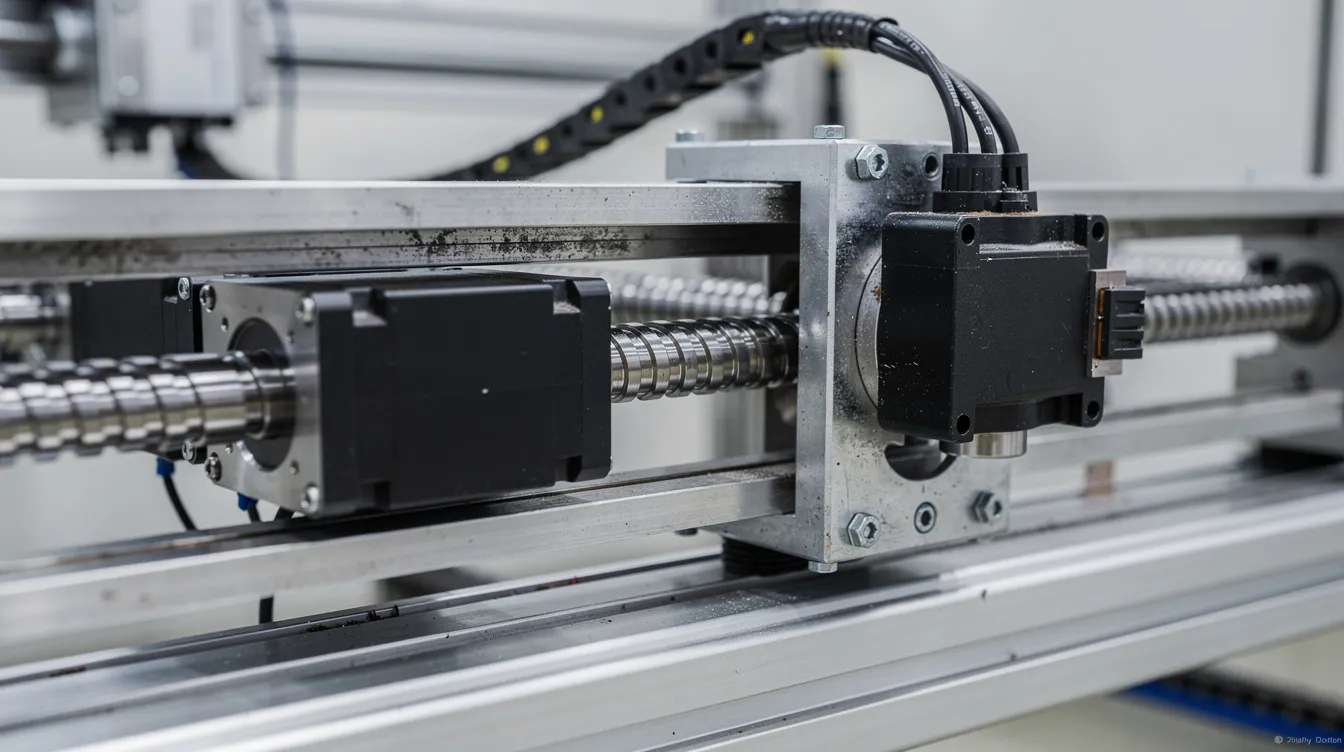
-
Ball screws and linear motors convert motor rotation into precise linear motion. Ball screws with preloading minimize backlash; linear motors deliver higher acceleration for high velocity contouring but cost more.
-
The spindle assembly provides speed, power, and the tooling interface. Common tapers include ISO, BT, HSK, and CAPTO. HSK is popular for high-RPM work because it locks through both taper and flange contact.
-
Tool magazines and automatic tool changers (ATCs) enable multi-operation machining without manual intervention, which is critical for reducing setup time and enabling lights-out production.
-
The CNC controller – display, processor, servo drives, and interface – is the brain. Controllers from Fanuc, Siemens, or Heidenhain manage axis interpolation, motion planning, and safety interlocks.
-
Safety elements include fully enclosed guarding, interlocks, coolant management, and chip evacuation, all standard on industrial metalworking machines.
For more on key components of CNC milling machines, see our detailed breakdown.
CNC Programming, Coordinates, and Motion Control
CNC programming translates CAD models into machine-readable instructions. CAM software converts designs into toolpaths, but CNC programming can also be done manually or via CAD software for simpler geometries. A code generator within the CAM post-processor outputs machine-specific instructions.
CNC systems use multiple axes to create intricate 3D shapes. The standard 3D Cartesian coordinate system defines X, Y, and Z. Lathes typically work on two axes (X and Z), while many machines add rotary axes (A, B, C) for complex contouring. Absolute coordinates (G90) reference a fixed origin; incremental coordinates (G91) reference the previous position. Work offsets and tool length compensation ensure accurate positioning.
Key g code functions include:
|
Code |
Function |
|---|---|
|
G00 |
Rapid positioning (non-cutting moves) |
|
G01 |
Linear interpolation at controlled feed rate |
|
G02/G03 |
Circular interpolation (arcs) |
|
G43 |
Tool length compensation |
M-codes control machine operations that do not involve motion – spindle on/off, coolant activation, tool change commands.
Motion control is where precision lives. An open loop system communicates in one direction only, sending commands without verifying position. Open-loop systems are generally cheaper but less accurate. A closed loop system provides feedback to correct errors in real time. Stepper motors can be used in both open and closed-loop systems, while servo motors are exclusive to closed-loop systems. Closed-loop systems are standard in commercial metalworking machines because they deliver the repeatability that cnc manufacturing demands.
At Anebon, CNC programmers use cam software plus manual code optimization to improve cycle times and surface finish on production runs.
Advantages of CNC Machining for OEM Production
For overseas OEMs and R&D teams, cnc technology delivers a diverse range of benefits that manual methods simply cannot match.
-
CNC machining is superior for high-volume precision manufacturing, holding tolerances as tight as ±0.002 mm on critical features at Anebon.
-
CNC machining significantly increases production speeds compared to manual methods. CNC machines can operate continuously without fatigue, supporting both rapid prototyping (single parts in days) and mass production runs of thousands.
-
CNC systems automate complex manufacturing tasks, reducing human error and improving accuracy and consistency in production.
-
CNC machining allows for high-speed production of complex parts across a diverse range of materials – aluminum, stainless steel, titanium, brass, copper, and engineering plastics.
-
Program changes enable design iterations and customization without new tooling, which matters during R&D cycles.
-
CNC technology enhances safety in manufacturing environments, with operators supervising many machines rather than hand-operating each one.
-
Cost efficiency improves over the full product lifecycle, especially for complex geometries that would be expensive with conventional tooling alone.
The cnc market continues to grow as new technology in multi-axis machining, automation, and in-process measurement pushes capabilities further each year.
Where CNC Machinery Fits in the Manufacturing Workflow at Anebon
Anebon provides an integrated service: CNC machining, die casting, and metal fabrication from one facility in Dongguan, China. This means parts move between processes without the delays and quality risks of multi-vendor supply chains.
Projects typically begin with DFM (design for manufacturability) feedback. Anebon’s engineers review CAD files and flag features that could drive unnecessary cost – overly tight tolerances on non-critical surfaces, thin walls that risk distortion, or geometries better suited to a different machine type.
CNC mills and cnc lathes handle precision features on castings and sheet metal parts: critical bores, sealing faces, threads, and bearing interfaces. Five-axis machining serves complex prototypes in aerospace, medical devices, robotics, and high-end consumer electronics where a single setup reduces tolerance stackup.
Quality assurance follows a structured workflow: first-article inspection, in-process checks, and final inspection using calibrated instruments and CMMs where applicable. Anebon holds ISO 9001:2015 and ISO 14001:2015 certifications, supporting consistent quality and environmental management across all production.
If you need precision parts – whether a single prototype or a full production run – send your CAD files and technical drawings to Anebon’s engineering team to request a detailed CNC machining quote.