Effective Passivation of Aluminium: Benefits and Techniques Explained
Passivation of Aluminium: Processes, Benefits, and OEM Applications
Introduction to Aluminum Passivation
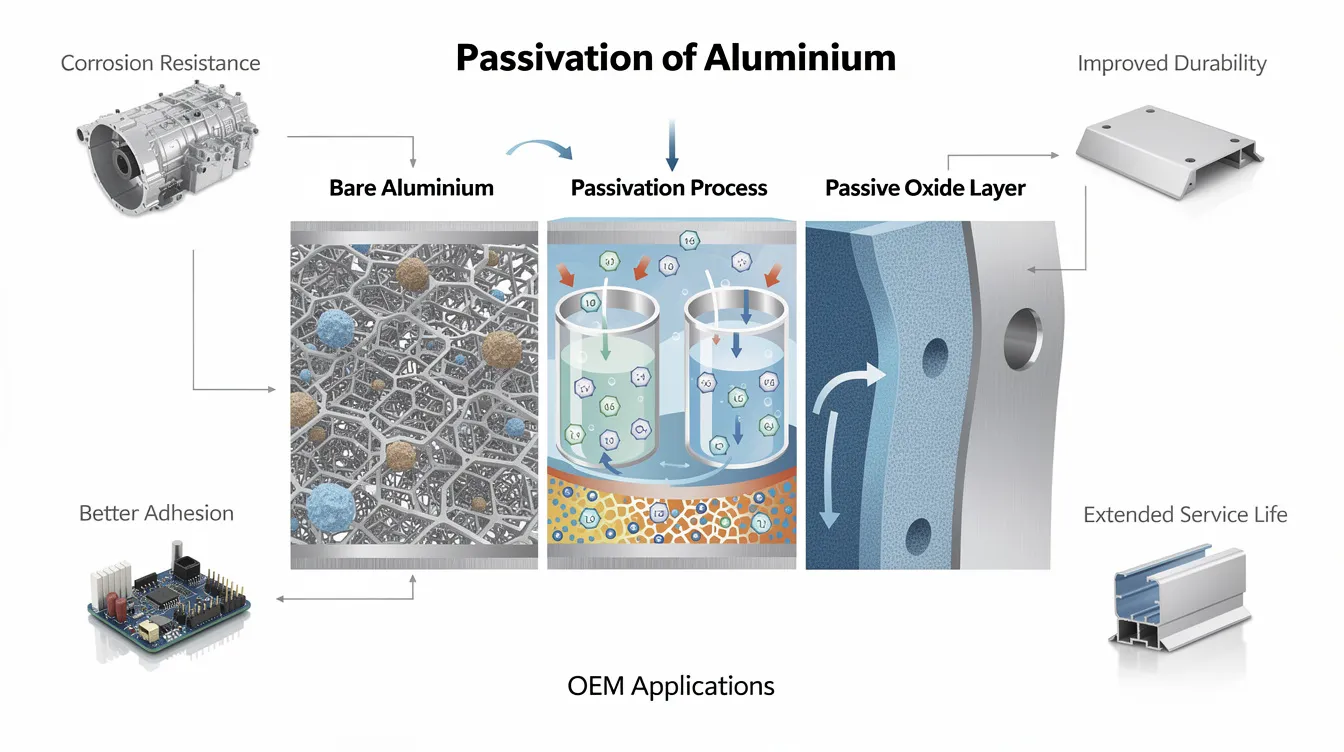
Aluminum passivation is the intentional creation or enhancement of a protective oxide layer on the base material to improve corrosion resistance, stabilize appearance, and extend component life. For engineers and buyers sourcing precision metal parts, understanding this process is essential because it directly affects how long your parts survive in real-world conditions – from salt-laden coastal air to repeated chemical cleaning cycles in a hospital.
Pure aluminum passivates naturally within seconds of exposure to air, forming a thin surface layer of aluminum oxide that slows further oxidation. However, the industrial aluminum alloy grades commonly used in CNC machining and die casting – such as 6061-T6, 7075-T6, 5052, and ADC12 – contain alloying elements like copper, magnesium, and zinc that compromise this native protection. For demanding environments, controlled surface passivation is not optional; it is a design requirement.
The main industrial methods for aluminum passivation include the natural oxide film, chromate conversion coating (Alodine or chem film), non-chromate conversion systems, and anodizing as a thicker, engineered oxide layer. Each method trades off differently across corrosion resistance, wear resistance, electrical conductivity, and cost. For OEM applications in the aerospace industry, automotive, electronics, and medical sectors, passivation enables weight reduction through aluminum adoption without sacrificing long-term durability.
Anebon Metal Products Limited, an ISO 9001:2015 and ISO 14001:2015 certified precision manufacturer based in Dongguan, integrates passivation and other surface passivation processes into CNC machining, die casting, and sheet metal projects for overseas OEMs – ensuring that parts arrive ready for assembly, not just machined to dimension.
What Is Passivation? (Aluminum vs Stainless Steel)
Passivation is a chemical reaction or electrochemical process that forms a stable, inert surface oxide layer on metals, creating a barrier between the metal surface and aggressive elements like oxygen, moisture, salts, and chemicals. The passivation process creates a protective oxide layer that limits further corrosion, effectively turning a reactive metal into a corrosion resistant material. This principle applies across metals including aluminum, stainless steel, titanium, and nickel alloys.
The passive oxide layer acts as a shield material, preventing the environment from reaching the base metal underneath. But how passivation is accomplished differs significantly between metals. Passivating stainless steel typically involves immersion in nitric acid or citric acid solutions to dissolve exogenous iron and surface contaminants, enriching chromium at the surface and allowing a stable chromium oxide film to form. Passivation processes follow industry standards like ASTM A 967 for stainless steel applications.
Aluminum passivation, by contrast, manages the native Al₂O₃ film – either reinforcing it through chemical conversion or dramatically thickening it through anodizing. Unlike painting or plating, passivation changes the surface chemistry of the component itself, leaving dimensions almost unchanged for conversion coatings and with controlled, predictable growth for anodic coatings.
Metals commonly passivated in precision manufacturing:
-
Aluminum alloys: 6061-T6, 7075-T6, 2024, 5052, ADC12
-
Stainless steels: 304, 316L, 17-4PH
-
Titanium and nickel alloys (less common but relevant in aerospace and medical)
In mixed assemblies where aluminum housings are fastened with stainless steel hardware, correct passivation of both metals reduces galvanic corrosion risk. However, passivation alone does not eliminate the need for smart design, insulators, and spacers to manage dissimilar-metal contact.
How Aluminum Naturally Passivates
Within milliseconds of machining or cutting, spontaneous oxidation occurs: aluminum reacts with oxygen and water molecules in the air to form a dense, amorphous aluminum oxide layer. This chemical reaction is thermodynamically favorable and happens at room temperature without any applied energy.
The resulting native oxide layer is remarkably thin. Studies using X-ray reflectivity (XRR) and X-ray photoelectron spectroscopy (XPS) on industrial alloys like AA 6005A, 6060, 6063, and 7075 show native oxide films in the 2–5 nm range under ambient conditions, sometimes reaching up to 10 nm in humid environments. The native oxide layer can retain a thickness of 5 nm even after years in stable, dry conditions. This thin layer is self-healing: if lightly scratched, exposed metal underneath reoxidizes to re-form the protective layer.
For indoor, dry environments, this natural passivation layer is usually sufficient. But in marine environments, chloride-rich industrial atmospheres, or applications with repeated wet-dry cycling, the native film breaks down and pitting begins.
Alloying elements significantly affect natural passivity. Copper-rich alloys like 2024 and 7075 exhibit lower repassivation potential and are more prone to localized corrosion. In an Antarctic exposure study, corrosion mass loss for 6061 was approximately 1.5 g/(m²·year) compared to roughly 10.8 for 7075 and 14.5 for 2024 – a tenfold difference driven by microstructure and precipitate chemistry.
CNC milling, turning, and grinding operations expose fresh, reactive aluminum surfaces while potentially embedding foreign matter such as iron particles from tooling. These contaminants, along with cutting oils and fingerprints, act as cathodic sites that accelerate pitting if not removed. This is why thorough cleaning before any engineered passivation treatment is non-negotiable in production environments.

Industrial Aluminum Passivation Processes
This section provides a practical overview for design engineers choosing between different surface passivation methods for aluminum components. Environmental conditions influence the choice of passivation methods for aluminum, and the right decision depends on balancing several competing requirements.
The main categories are:
-
Chemical conversion coatings – chromate (hexavalent and trivalent) and non-chromate systems
-
Anodizing – standard sulfuric acid (Type II), hard anodizing (Type III), and chromic acid (Type I)
-
Combined approaches – conversion coating or anodizing followed by sealing, painting, or powder coating
Each method changes surface properties differently across corrosion resistance, wear resistance, electrical conductivity, and paint adhesion. Anebon cooperates with certified finishing partners to deliver parts with specified passivation, traceable to recognized standards like MIL-DTL-5541 for conversion coatings and MIL-A-8625 for anodizing.
Selection depends on the base material (e.g., 6061 vs 5052 vs 7075), target industry, and whether the part needs conductive surfaces or electrical insulation. The subsections below break down each technique.
Chromate Conversion Coating (Alodine / Chem Film)
Chromate conversion coating is a classic aluminum passivation process that forms a gel like composition of amorphous chromium compounds on the aluminum surface through a controlled chemical reaction. This micro coating changes the outer layer of the metal without significantly altering part dimensions.
Traditional hexavalent chromate (Cr⁶⁺) systems like Alodine 1200S produce yellow to brown iridescent films. Chromate conversion coatings vary in thickness from 0.00001 to 0.00004 inches (0.25–1.0 μm), providing excellent corrosion resistance and strong paint adhesion. The light coat is thin enough that dimensional changes are negligible for virtually all OEM assemblies.
Modern regulations including RoHS and REACH are pushing the transition to trivalent (Cr³⁺) or completely chromate-free conversion coatings for environmental and worker-safety reasons. This shift is closely linked to broader sustainability mandates across the automotive and electronics industries.
High-level process steps:
-
Alkaline cleaning and degreasing
-
Deoxidizing and desmutting to remove impurities
-
Immersion or spray in chromate solution at controlled pH and temperature
-
Thorough rinsing and drying
Chromate conversion preserves electrical conductivity far better than anodizing, making it suitable for grounding surfaces, RF enclosures, and electronic chassis. For example, a passivated 6061 aluminum chassis for telecommunications equipment can maintain low contact resistance (≤5,000 microhms per square inch initially per MIL-DTL-5541 Class 3) while gaining meaningful protection against environmental corrosion.
Non-Chromate Conversion Coatings
Non-chromate systems – based on zirconium, titanium, rare-earth elements, or silane chemistry – serve as environmentally friendlier alternatives to traditional chromate conversion coatings. These coatings also fall under the umbrella of aluminum passivation and can meet automotive and appliance corrosion resistance requirements.
While many non-chromate coatings do not yet fully match hexavalent chromate’s corrosion performance in extreme marine environments, they deliver strong results for indoor and moderate outdoor conditions. Research on AA 2024 with trivalent chromium process (TCP) coatings shows that alloy microstructure – particularly copper precipitate distribution – significantly impacts protective performance.
Key advantages of non-chromate systems:
-
Full RoHS and REACH compliance
-
Less hazardous waste handling and lower disposal costs
-
Strong compatibility with powder coating and liquid paint systems
-
Reduced worker exposure to toxic compounds
Anebon supports customers requiring chromate-free surface passivation for eco-design mandates or for medical and consumer products where heavy metal content is tightly controlled. For alloys like 5052 and 6063 in moderate environments, non-chromate conversion coatings routinely achieve acceptable salt-spray performance while meeting strict chemical requirements for end-market compliance.
Anodizing as Engineered Aluminum Passivation
Anodizing is an electrolytic process that thickens the natural oxide into a controlled, porous anodic coating of hydrated aluminum oxide on the part surface. Unlike conversion coatings, anodizing creates a thick, porous oxide layer for corrosion resistance that is orders of magnitude thicker than natural formation.
Typical thickness ranges by type:
|
Anodizing Type |
MIL-A-8625 |
Thickness Range |
Primary Purpose |
|---|---|---|---|
|
Standard sulfuric acid |
Type II |
5–25 μm |
Corrosion protection, decorative |
|
Hard anodizing |
Type III |
25–75+ μm |
Wear resistance, abrasion protection |
|
Chromic acid |
Type I |
2–8 μm |
Fatigue-sensitive aerospace parts |
Anodizing greatly improves corrosion resistance and wear resistance, and can be further enhanced by sealing the pores in hot water, nickel acetate, or other sealants. Anodized surfaces have superior durability compared to untreated metals, and anodizing is ideal for applications in aerospace and automotive industries where weight savings and surface performance must coexist.
The anodic layer is electrically insulating – beneficial for electronic housings and high-voltage components, but requiring masking if conductive contact areas are needed. The process involves surface preparation, alkaline cleaning, etching or brightening, desmutting, anodizing in an acid electrolyte under DC current, optional dyeing, sealing, and final inspection.
Relevant use cases include 5-axis machined 7075-T6 drone components with hard anodizing for abrasion resistance, or black anodized medical device housings where both appearance and corrosion resistance are critical.

Other Surface Passivation and Post-Treatments
Aluminum passivation is often combined with additional surface treatments depending on functional needs. Painting, powder coating, PTFE dry films, and PVD coatings each add an extra layer of protection or functionality on top of the passivation layer.
Thin passivation layers such as conversion coatings commonly serve as a pretreatment to boost paint or powder coating adhesion and long-term edge corrosion resistance. Without this outer protective layer, paint systems are far more likely to delaminate or undercut at edges and scratches.
In some OEM programs, Anebon supplies aluminum parts with passivation plus laser engraving, silk-screen printing, or partial masking for mating surfaces. Additionally, alclading bonds a layer of pure aluminum to a corrosion-prone aluminum alloy, providing yet another protective material strategy for sheet products used in aerospace skins.
Engineers must consider stack-up dimensions. Although passivation layers are thin, precision assemblies with ±0.01 mm fits may require compensation in CAD models. A typical multi-step finishing stack might look like:
Machined 6061 part → chromate conversion (MIL-DTL-5541 Class 1A) → powder coat → final inspection to customer-defined standard
This sequence ensures both the protective layer and the cosmetic finish are locked in before shipment.
Process Steps for Aluminum Passivation at OEM Scale
Consistent corrosion resistance depends as much on process control and cleanliness as on chemistry choice. Cleaning is the initial step in the aluminum passivation process – without it, even the best conversion chemistry or anodizing bath will produce defective results.
Passivation typically involves an acidic passivating bath for cleaning, and nitric acid treatment removes surface impurities from aluminum during deoxidizing and desmutting stages, eliminating contaminants that would otherwise compromise the finished film.
Key stages common to most aluminum passivation lines:
-
Incoming inspection – verify alloy, temper, and surface condition
-
Pre-cleaning – remove machining oils, coolant residues, and foreign matter
-
Alkaline or neutral cleaning – thorough degreasing
-
Deoxidizing/desmutting – dissolve smut and intermetallic particles, especially on copper-bearing alloys
-
Passivation treatment – conversion coating immersion or anodizing
-
Rinsing – multiple deionized water rinses to remove residual chemicals
-
Sealing (for anodized parts) – close porous structure
-
Drying and quality inspection – visual, thickness, adhesion, conductivity as required
At Anebon, passivation is integrated into the overall manufacturing workflow: from CNC machining and die casting through surface treatment and final packaging for international shipment. Bath temperature, concentration, immersion time, and pH are recorded for traceability in regulated industries.
Racking, fixturing, and masking are critical. Threads, seal surfaces, and electrical contact zones must be protected from over-treatment or unwanted thickness buildup that could cause dimensional changes.
Example process flow: A 6061-T6 heatsink requiring chromate conversion with conductivity testing follows this path: machine → clean → deoxidize/desmut → chem film (MIL-DTL-5541 Class 3) → rinse → dry → measure electrical resistance → package.
Benefits of Aluminum Passivation for OEM Components
Passivation enhances corrosion resistance in metals like aluminum while stabilizing appearance and extending service life. Passivation can extend the lifespan of metal components by years or even decades, depending on the method and environment. The two major benefits of aluminum passivation – corrosion protection and surface durability – translate directly into fewer field failures, lower maintenance costs, and better long-term performance.
Passivation minimizes corrosion from environmental factors including humidity, salt spray, cleaning agents, and industrial pollutants. Passivation enhances aluminum’s resistance to moisture and chemicals, making treated parts suitable for environments that would rapidly degrade untreated surfaces. Passivation also improves the appearance of treated metals, providing a uniform finish with an extra sheen that resists fingerprinting and staining.

Corrosion Resistance and Structural Integrity
The stabilized oxide layer slows pitting, crevice corrosion, and stress-corrosion cracking – a primary concern for high-strength alloys like 7075 and 2024 used in aerospace and robotics. Passivation is crucial for aerospace applications to prevent corrosion that could compromise structural margins. For die-cast aluminum parts, standard anodizing typically yields 96–120 hours of salt-spray protection (ASTM B117) before base metal corrosion appears – a dramatic improvement over untreated surfaces.
In structural parts such as UAV frames and automotive brackets, preserving cross-section thickness by limiting further corrosion directly supports long-term structural integrity and safety margins. Regular cleaning and disinfecting cycles in medical equipment are less damaging to well-passivated aluminum surfaces compared to bare metal.
Pairing passivated aluminum with passivated stainless steel fasteners creates more stable multi-material joints, though designers should still incorporate insulators and spacers to reduce galvanic coupling. For OEMs shipping globally, aluminum passivation also minimizes risk of transit corrosion through humid or maritime shipping lanes – time protecting your investment from the moment parts leave the factory.
Consider an outdoor sensor housing that must endure five years of UV exposure and salt-laden air without severe pitting or discoloration. A properly anodized and sealed 6063 enclosure will maintain both structural integrity and cosmetic appearance where bare aluminum would show visible degradation within months.
Wear Resistance and Functional Performance
While thin conversion coatings primarily provide corrosion protection, thicker anodized or hard-anodized layers significantly increase surface hardness – up to approximately 400–500 HV for typical hard anodizing on 6061. This makes the aluminum surface far more naturally anti corrosive and mechanically resilient than the base material alone.
Benefits are evident in applications with sliding contacts or repetitive assembly: camera gimbal components, robotic joints, mechanical locks, and linear motion systems made from CNC-machined aluminum. Better wear resistance helps maintain tight tolerances and smooth motion over thousands of cycles.
Even where the base material remains relatively soft, a hard anodic skin acts as an outer protective layer that delays damage from tool changes, impact, and abrasion during assembly and service. The major benefits here are twofold: the part lasts longer and requires less frequent replacement, reducing total cost of ownership.
Where both wear resistance and conductivity are required on the same part, a combination of hard anodizing with selectively masked or post-machined contact zones provides an effective solution. The protective material on wear surfaces coexists with bare or conversion-coated areas for electrical grounding.
Design Considerations for Aluminum Passivation
This section serves as a checklist for design engineers ensuring their aluminum parts are passivation-ready from the earliest CAD stage. Getting these details right prevents costly rework after machining.
Key considerations:
-
Alloy specification: Document the alloy type (6061-T6, 5083, 7075-T6) and desired surface treatment on engineering drawings and RFQs. Different alloys respond differently to controlled oxidation processes.
-
Geometry: Sharp corners, deep recesses, blind holes, and non-uniform wall thickness can cause uneven passivation or air entrapment during conversion coating or anodizing baths.
-
Tolerance changes: For anodizing, approximately half the thickness grows outward and half inward into the base material. A 25 μm anodic coating means roughly 12.5 μm of dimensional increase per side.
-
Mixed finishing requirements: A single part may need a decorative black anodized exterior alongside bare or chromate-converted grounding pads. Communicate these zones with clear drawing notes and masking specifications.
-
Surface finish before passivation: The formation of a uniform oxide or conversion layer depends on consistent surface roughness. Tool marks or residual smut affect how evenly the passivation layer develops and how well dye is absorbed.
Collaborate with Anebon’s DFM team early to balance machinability, material cost, corrosion resistance, and cosmetic expectations before committing to production tooling.
Choosing Between Aluminum and Stainless Steel
For many OEM applications, the decision between aluminum (with passivation or anodizing) and stainless steel (with its own passivation) comes down to weight, thermal properties, and environment severity.
|
Factor |
Aluminum + Passivation |
Stainless Steel + Passivation |
|---|---|---|
|
Density |
~2.7 g/cm³ (about ⅓ of SS) |
~7.9 g/cm³ |
|
Thermal conductivity |
High (excellent for heatsinks) |
Moderate to low |
|
Machinability |
Excellent for CNC and die casting |
Good but higher tool wear |
|
Inherent corrosion resistance |
Requires engineered passivation |
Strong after passivation in most environments |
|
Sterilization compatibility |
Good with anodizing; limited with harsh chemicals |
Excellent with autoclave and chemical agents |
|
Cost (raw material) |
Generally lower |
Higher |
In some cases, anodized aluminum can match or exceed the corrosion performance of certain stainless steel grades in controlled environments while cutting system weight by two-thirds. The passivation layer on aluminum, when properly specified, can render a surface that is not completely impervious but functionally equivalent to stainless steel in many indoor and moderate outdoor settings.
Anebon machines and passivates both metals, enabling hybrid assemblies where aluminum housings are combined with passivated stainless steel shafts, pins, or fasteners – optimizing weight and performance simultaneously.
Quality Standards, Testing, and Anebon’s Capabilities
Standards and testing verify that the passivation layer meets the chemical requirements and performance thresholds demanded by aerospace, defense, medical, and automotive OEMs. Passivation processes can meet strict industry standards for quality and cleanliness when proper controls are in place.
Common specifications for aluminum surface passivation:
-
MIL-DTL-5541 – Chemical conversion coatings, Types I (hexavalent) and II (non-hexavalent), Classes 1A and 3
-
MIL-A-8625 – Anodic coatings, Types I, II, and III with thickness, wear, and appearance classes
-
ASTM B117 – Salt spray resistance testing
-
ISO adhesion tests – Cross-cut and tape pull for painted systems
Typical inspection steps include visual examination for uniformity and defects, coating thickness measurement via eddy current or cross-section microscopy, adhesion testing for painted stacks, and electrical resistance measurement for conductive finishes. Passivation is essential for aerospace aluminum components where any deviation can affect flight safety.
Anebon’s ISO 9001:2015 and ISO 14001:2015 certifications govern surface treatment process control and documentation. Material certificates, surface treatment reports, and dimensional inspection data including CMM reports support PPAP or first article inspection requirements.
Passivation is also often used in the oil and gas industries for metal parts exposed to produced water, brine, and H₂S environments – demonstrating the breadth of applications where verified passivation quality matters. Passivation enhances the appearance of metals by creating a polished finish while simultaneously meeting functional performance criteria.
When to Specify Aluminum Passivation in Your Project
Not every aluminum part needs engineered passivation, but several common triggers should prompt the conversation early:
-
Outdoor or marine exposure – salt, UV, humidity cycling
-
Contact with sweat or cleaning agents – medical devices, consumer electronics
-
Dissimilar metal contact – aluminum with stainless steel, copper, or other metals
-
Long service life expectations – 5+ years without significant degradation
-
Regulatory or appearance standards – aerospace, defense, automotive OEM specs
Application scenarios where passivation is almost always specified include aerospace structural parts, EV battery housings, outdoor telecom enclosures, and precision medical frames. Passivation is essential for aerospace aluminum components that face cyclic loading alongside environmental exposure.
Even for prototypes and low-volume production, applying the intended passivation method early helps validate appearance, fit, and performance before committing to full-scale tooling. Treat passivation as a design parameter during material selection – not as a last-minute cosmetic fix. This approach influences machining strategy, fixturing, and tolerance schemes from the start.
Anebon supports rapid prototyping with CNC machining and surface treatments, enabling quick evaluation of different passivation options on the same base design. The right aluminum passivation strategy protects both the component and your brand reputation by reducing field failures and warranty claims over the product’s lifetime, preventing future corrosion before it starts.

Aluminum Passivation with Anebon Metal Products Limited
For overseas OEMs seeking a reliable aluminum passivation partner in China, Anebon Metal Products Limited offers an integrated manufacturing solution – from raw material to passivated, inspected, and packaged components.
Core services for passivated aluminum parts:
-
Precision CNC milling and turning (tolerances to ±0.002 mm)
-
5-axis machining for complex geometries
-
Die casting for high-volume aluminum alloy components
-
Sheet metal fabrication with post-process finishing
Anebon routinely handles alloys including 6061-T6, 6082, 7075-T6, 5052, and ADC12 for parts that receive conversion coatings or anodizing based on customer specifications. From rapid prototypes in single-digit quantities to full production volumes, Anebon keeps surface passivation parameters consistent across batches.
To get started, send your 3D models and drawings for DFM review. Include notes on desired corrosion resistance class, cosmetic expectations, applicable industry standards, and any conductivity or insulation requirements. Anebon’s engineering team will recommend the appropriate aluminum passivation options, balancing performance, compliance, and cost.
Ready to discuss your next project? Request a quote, explore aluminum vs stainless steel options, and outline your long-term production plans for passivated components with Anebon’s team. The right passivation decision, made early, pays dividends across the entire product lifecycle.